

Search the Community
Showing results for tags 'applying japan'.
Found 1 result
-
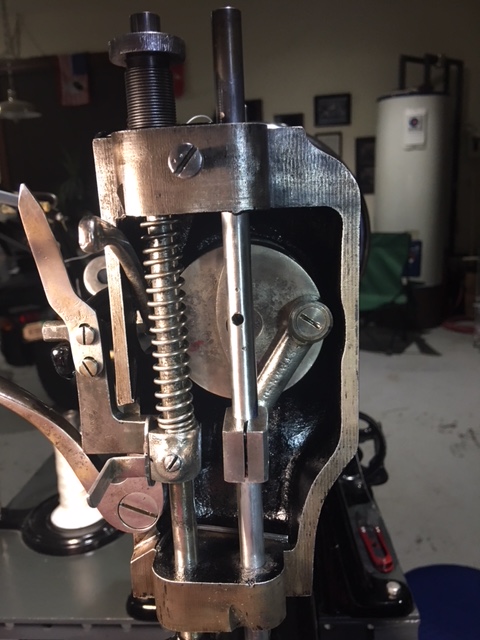
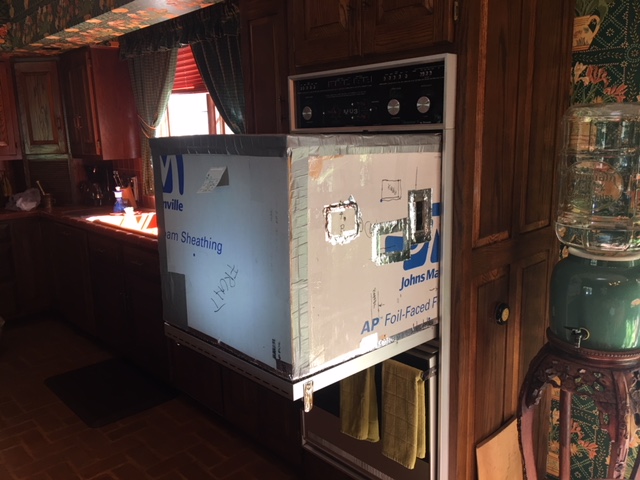
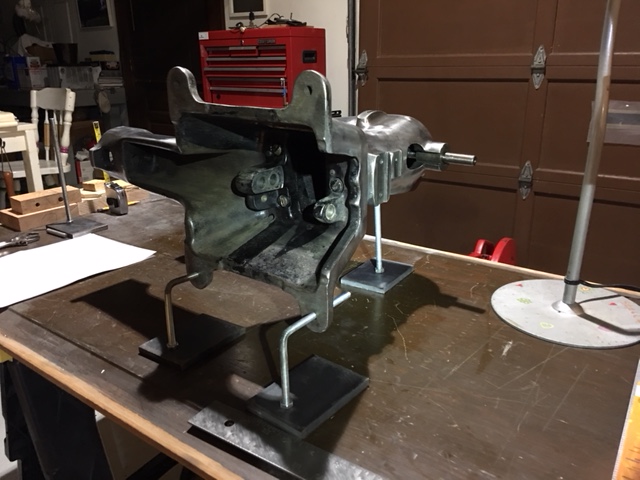
 The restoration of the Singer 45K25 is finished!! The cylinder arm machine was disassembled, cleaned, stripped, re-japanned and reassembled. The machine sews 3-1/4 stitches per inch. The decals used are original, 100 +/- year old Singer gold leaf from one of our LW members. The project has been extremely interesting as well as educational. Much of the researched material can be found in the original Leatherworker (LW) post, which is suggested reading: “First Try at Japanning On a Restoration Project”. http://leatherworker.net/forum/topic/73078-first-try-at-japanning-on-a-restoration-project/ After making multiple mistakes, this LW member is convinced if done properly a japan finish is superior in numerous ways to a conventional spray-on finish…. more durable, more authentic and in this member’s humble opinion, more beautiful. Once the japan was applied, the head and other coated parts were “stoved” in an ordinary electric kitchen oven, more on that later. Three coats of japan were applied to the outside of the head and other coated parts, and two coats to the inside of the head (the inside wasn’t stripped). The inside was japanned and baked first in order to learn and gain experience, as well as to provide handholds for maneuvering the bulky head in and out of the oven. Maneuvering a heavy, freshly japanned head in and out of an oven without inside handholds would have marred the japan or damaged the heating elements…. most likely both. The following materials were used for the japanning: japan, high quality brush(s), 1000 gr. wet/dry 3M emery paper, Klean-Strip mineral spirits, cotton rags, paper towels and adjustable screw supports (discussed later). Application of the japan is simple once the items are assembled. The baking process took quite some time, mostly because of inexperience japanning a head (this was the first), and in particular inexperience using the “pregnant” oven (discussed below). Other japanners use less drying and baking times than were used for this project. The japan used was Pontypool Black Japanning Asphaltum Paint from Liberty On the Hudson. http://libertyonthehudson.com/pontypool.html. The Pontypool Japan goes a long way; a quart is probably enough to japan four or five machines. After experimenting with the addition in various combinations of mineral spirits, turpentine, and boiled linseed oil, it was decided to use the Pontypool japan just as it came from the can and to bake it. Cold curing was tried, but eliminated. The brush used was exceptional; it applied a smooth, even, near bubble-free coating, and remarkably didn’t shed a single bristle during the months of testing or during the actual applications. It’s an EMOFLO25 Ox Hair Flat Lacquer Brush, 25mm (1”) from I. L. Cornelissen & Son, in the UK. https://www.cornelissen.com/cornelissen-ox-flat-lacquer.html. The 2” brush would have been better for the larger, open areas of the head, but that wasn’t know beforehand, otherwise both sizes would have been ordered. https://www.youtube.com/watch?v=k-1kxGqmcp0 Japan was applied to the inside surface with a smaller inexpensive brush and a cotton-cloth ball on the end of a long forceps. Masking tape may be used although it isn’t necessary. Wet misapplied japan can be removed easily with a paper towel or cotton bud dampened with mineral spirits. Once baked, some masking tape may be a bit difficult to remove, the 3M blue tape used for this project came off fairly easily with an X-acto knife. The cleaning, stripping, etc. and application of japan were done on a revolving work stand made from a trash barrel. The link to the LW article on the revolving work stand can be found here: http://leatherworker.net/forum/topic/72168-revolving-work-stand/?tab=comments#comment-472017. It also shows what items were used to strip the original japan from the head. The revolving work stand was invaluable. It’s important to note that only Klean-Strip mineral spirits was used on the bare metal, not water. Mineral spirits cleaned well, totally protected the bare metal from rusting and prepared the surface for japanning. The one time soap and water were used on bare metal was a disaster, the metal rusted immediately. Oddly, even though multiple layers of japan result in an incredibly black color, japanning asphaltum is actually brown. So when cleaning an older japan finish, any brown coming off onto the rag may no longer be nicotine or tobacco smoke, but japan. In retrospect, if the part or head is known to have a true japan finish, stripping can be avoided. After a proper degreasing and cleaning, the japan only needs sanding with 3M 1000 gr. paper moistened with water and Dawn soap, the chipped areas sanded smooth, washing with mineral spirits, drying with paper towels, a light coat of japan applied to the chipped areas, the part/head allowed to dry over night and the whole part or head japanned as described below. The foot lift bar in the third picture above was finished this way and it turned out well. It obviously saved time and effort stripping. It’s better if the first of the three coats of japan is thin as shown in the previous picture. Each of the three coats was allowed to dry three days (perhaps overkill) in a dust free environment before being sanded and baked. The extra drying time was to minimize the chance of developing micro stress cracks as occurred and as was discussed in the original japanning article referenced in paragraph one above. Those cracks were attributed to the three coats being too thick and drying at differential rates thereby creating stresses. After baking each coat was allowed to cool slowly overnight in the closed oven. Then the first and second coats were sanded lightly with 3M 1000 gr. sandpaper moistened with water and Dawn soap in preparation for the next coat of japan. Doing so gives a natural gloss to the surface. If the underlying metal is rough and pitted, the finished surface will be rough and pitted, but with a gloss. Some Ford model T restorers not only sand, but also they polish and buff their japanned parts. http://www.mtfca.com/discus/messages/411944/487227.html?1413843123 Since the Singer 45K25 head is too large to fit into most kitchen electric ovens, something else was needed. Moving a freshly painted head multiple times to and from a commercial baking facility seemed unnecessarily risky as well as expensive. In the end, it was decided to use a “pregnant oven” similar to one found on the Internet; in retrospect it could have been shorter for his project. Once a removable baffle was incorporated to reduce the volume of air that needed to be heated, the supplemental electric heating element was eliminated. A 2” x 3” Pyrex glass window was added to monitor the top, middle and bottom oven thermometers. Japan begins to bubble near 420 deg F, so it’s necessary to observe the temperatures, which in this case varied approximately 100 deg. F. from top to bottom. Even with the temperature selector dial set at a maximum of 450 deg. F., the top temperature in the pregnant oven never exceeded 420 deg. F., the maximum bottom temperature reached was 320 deg. F. The pregnant oven was constructed from a damaged sheet of John Mansfield (JM) 1” x 4’ x 8’ Foil Faced Polyiso insulation board from Menard’s ($12.00). Also used were gray duct tape, ordinary kitchen aluminum foil, Shurtape AF 100 aluminum foil tape and three inexpensive oven thermometers from Wal-Mart. The inside of the pregnant oven was covered with aluminum foil, which was held in place with foil tape. The oven worked amazingly well, and after the initial testing, there was never a concern about fire, even at 450 deg. F. The Polyiso insulation board is surprisingly effective. The adjustable, threaded, screw supports were made from 3/8” all-thread rod, threaded couplers, nuts and metal plate. Any size rod and coupler that will support the weight will work. The baking procedures that proved most successful in this electric oven were straightforward. First an infrared heat gun was used to calibrate and set the temperature selector dial on the oven face to accurately correspond to the temperature of a part hung near the top of the hot oven. Baking was as follows: · If the part(s) fit completely into the oven – each coat was baked 2 hours at 250 deg. F, 2 hours at 325 deg. F and 1 hour at 395 deg. F. As mentioned above, others use less drying and baking times. · With the "pregnant" oven – each coat was baked 2 hours at 280 deg. F, 2 hours at 365 deg. F, 2 hours at 425 deg. F and 2 hours at 450 deg. F. Conclusion: designing, testing and generally working through the learning curve took perhaps 18 months; although, three other Singers were refurbished with regular paint during that time. It was quite a bit of effort to put into japanning one machine; however, it was great fun and very satisfying. Japan is a beautiful and durable finish; some of the reasons Singer, Ford and Stanley chose it. If you’re a traditionalist, decide to try japanning and follow the steps above, you’ll be able to japan a machine in a month or so. And once you have the pregnant oven (if you go that way) and threaded supports, you’re looking at a couple of weeks for subsequent machines. Your comments and questions are welcome here or in a PM.
The restoration of the Singer 45K25 is finished!! The cylinder arm machine was disassembled, cleaned, stripped, re-japanned and reassembled. The machine sews 3-1/4 stitches per inch. The decals used are original, 100 +/- year old Singer gold leaf from one of our LW members. The project has been extremely interesting as well as educational. Much of the researched material can be found in the original Leatherworker (LW) post, which is suggested reading: “First Try at Japanning On a Restoration Project”. http://leatherworker.net/forum/topic/73078-first-try-at-japanning-on-a-restoration-project/ After making multiple mistakes, this LW member is convinced if done properly a japan finish is superior in numerous ways to a conventional spray-on finish…. more durable, more authentic and in this member’s humble opinion, more beautiful. Once the japan was applied, the head and other coated parts were “stoved” in an ordinary electric kitchen oven, more on that later. Three coats of japan were applied to the outside of the head and other coated parts, and two coats to the inside of the head (the inside wasn’t stripped). The inside was japanned and baked first in order to learn and gain experience, as well as to provide handholds for maneuvering the bulky head in and out of the oven. Maneuvering a heavy, freshly japanned head in and out of an oven without inside handholds would have marred the japan or damaged the heating elements…. most likely both. The following materials were used for the japanning: japan, high quality brush(s), 1000 gr. wet/dry 3M emery paper, Klean-Strip mineral spirits, cotton rags, paper towels and adjustable screw supports (discussed later). Application of the japan is simple once the items are assembled. The baking process took quite some time, mostly because of inexperience japanning a head (this was the first), and in particular inexperience using the “pregnant” oven (discussed below). Other japanners use less drying and baking times than were used for this project. The japan used was Pontypool Black Japanning Asphaltum Paint from Liberty On the Hudson. http://libertyonthehudson.com/pontypool.html. The Pontypool Japan goes a long way; a quart is probably enough to japan four or five machines. After experimenting with the addition in various combinations of mineral spirits, turpentine, and boiled linseed oil, it was decided to use the Pontypool japan just as it came from the can and to bake it. Cold curing was tried, but eliminated. The brush used was exceptional; it applied a smooth, even, near bubble-free coating, and remarkably didn’t shed a single bristle during the months of testing or during the actual applications. It’s an EMOFLO25 Ox Hair Flat Lacquer Brush, 25mm (1”) from I. L. Cornelissen & Son, in the UK. https://www.cornelissen.com/cornelissen-ox-flat-lacquer.html. The 2” brush would have been better for the larger, open areas of the head, but that wasn’t know beforehand, otherwise both sizes would have been ordered. https://www.youtube.com/watch?v=k-1kxGqmcp0 Japan was applied to the inside surface with a smaller inexpensive brush and a cotton-cloth ball on the end of a long forceps. Masking tape may be used although it isn’t necessary. Wet misapplied japan can be removed easily with a paper towel or cotton bud dampened with mineral spirits. Once baked, some masking tape may be a bit difficult to remove, the 3M blue tape used for this project came off fairly easily with an X-acto knife. The cleaning, stripping, etc. and application of japan were done on a revolving work stand made from a trash barrel. The link to the LW article on the revolving work stand can be found here: http://leatherworker.net/forum/topic/72168-revolving-work-stand/?tab=comments#comment-472017. It also shows what items were used to strip the original japan from the head. The revolving work stand was invaluable. It’s important to note that only Klean-Strip mineral spirits was used on the bare metal, not water. Mineral spirits cleaned well, totally protected the bare metal from rusting and prepared the surface for japanning. The one time soap and water were used on bare metal was a disaster, the metal rusted immediately. Oddly, even though multiple layers of japan result in an incredibly black color, japanning asphaltum is actually brown. So when cleaning an older japan finish, any brown coming off onto the rag may no longer be nicotine or tobacco smoke, but japan. In retrospect, if the part or head is known to have a true japan finish, stripping can be avoided. After a proper degreasing and cleaning, the japan only needs sanding with 3M 1000 gr. paper moistened with water and Dawn soap, the chipped areas sanded smooth, washing with mineral spirits, drying with paper towels, a light coat of japan applied to the chipped areas, the part/head allowed to dry over night and the whole part or head japanned as described below. The foot lift bar in the third picture above was finished this way and it turned out well. It obviously saved time and effort stripping. It’s better if the first of the three coats of japan is thin as shown in the previous picture. Each of the three coats was allowed to dry three days (perhaps overkill) in a dust free environment before being sanded and baked. The extra drying time was to minimize the chance of developing micro stress cracks as occurred and as was discussed in the original japanning article referenced in paragraph one above. Those cracks were attributed to the three coats being too thick and drying at differential rates thereby creating stresses. After baking each coat was allowed to cool slowly overnight in the closed oven. Then the first and second coats were sanded lightly with 3M 1000 gr. sandpaper moistened with water and Dawn soap in preparation for the next coat of japan. Doing so gives a natural gloss to the surface. If the underlying metal is rough and pitted, the finished surface will be rough and pitted, but with a gloss. Some Ford model T restorers not only sand, but also they polish and buff their japanned parts. http://www.mtfca.com/discus/messages/411944/487227.html?1413843123 Since the Singer 45K25 head is too large to fit into most kitchen electric ovens, something else was needed. Moving a freshly painted head multiple times to and from a commercial baking facility seemed unnecessarily risky as well as expensive. In the end, it was decided to use a “pregnant oven” similar to one found on the Internet; in retrospect it could have been shorter for his project. Once a removable baffle was incorporated to reduce the volume of air that needed to be heated, the supplemental electric heating element was eliminated. A 2” x 3” Pyrex glass window was added to monitor the top, middle and bottom oven thermometers. Japan begins to bubble near 420 deg F, so it’s necessary to observe the temperatures, which in this case varied approximately 100 deg. F. from top to bottom. Even with the temperature selector dial set at a maximum of 450 deg. F., the top temperature in the pregnant oven never exceeded 420 deg. F., the maximum bottom temperature reached was 320 deg. F. The pregnant oven was constructed from a damaged sheet of John Mansfield (JM) 1” x 4’ x 8’ Foil Faced Polyiso insulation board from Menard’s ($12.00). Also used were gray duct tape, ordinary kitchen aluminum foil, Shurtape AF 100 aluminum foil tape and three inexpensive oven thermometers from Wal-Mart. The inside of the pregnant oven was covered with aluminum foil, which was held in place with foil tape. The oven worked amazingly well, and after the initial testing, there was never a concern about fire, even at 450 deg. F. The Polyiso insulation board is surprisingly effective. The adjustable, threaded, screw supports were made from 3/8” all-thread rod, threaded couplers, nuts and metal plate. Any size rod and coupler that will support the weight will work. The baking procedures that proved most successful in this electric oven were straightforward. First an infrared heat gun was used to calibrate and set the temperature selector dial on the oven face to accurately correspond to the temperature of a part hung near the top of the hot oven. Baking was as follows: · If the part(s) fit completely into the oven – each coat was baked 2 hours at 250 deg. F, 2 hours at 325 deg. F and 1 hour at 395 deg. F. As mentioned above, others use less drying and baking times. · With the "pregnant" oven – each coat was baked 2 hours at 280 deg. F, 2 hours at 365 deg. F, 2 hours at 425 deg. F and 2 hours at 450 deg. F. Conclusion: designing, testing and generally working through the learning curve took perhaps 18 months; although, three other Singers were refurbished with regular paint during that time. It was quite a bit of effort to put into japanning one machine; however, it was great fun and very satisfying. Japan is a beautiful and durable finish; some of the reasons Singer, Ford and Stanley chose it. If you’re a traditionalist, decide to try japanning and follow the steps above, you’ll be able to japan a machine in a month or so. And once you have the pregnant oven (if you go that way) and threaded supports, you’re looking at a couple of weeks for subsequent machines. Your comments and questions are welcome here or in a PM.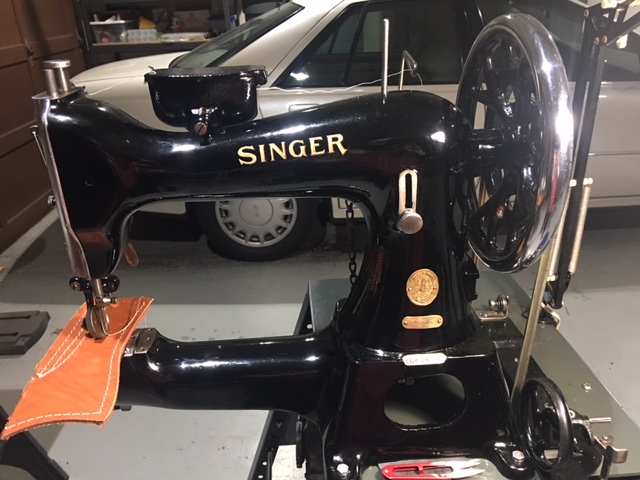








(2).thumb.JPG.01193249fbe98f5e3d911572c12a7fc2.JPG)
(2).JPG.e54934fd865495555926dbe47206b89a.JPG)