



Matt S
-
Posts
1,806 -
Joined
3 Followers


Matt S's Achievements
Leatherworker.net Regular (4/4)
-

Belt cutting machines always slightly narrower than "belt width"?
Matt S replied to nstarleather's topic in How Do I Do That?
My strip cutting machine is only a cheap benchtop one from China, but I have to account for the thickness of the blades when adding spacers. I think the logic goes that the strip is actually the distance between the edges of the blades, i.e. the length of the spacers plus one blade thickness (2*0.5*thickness). Could it be that your machine originally was designed for thicker blades, which have been subsequently replaced with thinner ones? -
Beautiful old machine, fairly rare even in the UK and like an honest politician elsewhere. There's a few threads scattered around discussing them on this forum. The bobbin does look about the right shape for a 45K but without anything to scale it off it's hard to tell. My 45K bobbins are 31mm long and 20mm diameter. If your Pilot bobbins are very close to that I would buy a few cheap ones to try gently in the Pilot. Hartley Sewing in Walsall is one of few dealers likely to have much/any knowledge on these things or parts lying around.
-
I've seen a couple designs similar to this being offered for sale on the usual Chinese websites for a few years. Nothing in the way of actual user reviews though. I would be very curious to play with one but not curious enough to spend my own money if you see what I mean. They appear to be a band knife splitter, but smaller, cheaper and lighter than the industrial standard ones. At first glance that appears to be tempting. I have one of the industrial standard ones, albeit a slightly old-fashioned model. It weighs about 400KG (800lb) and has a 12" capacity. Most of that mass is a couple of chunky iron castings which are used to keep the blade as taught and flat as possible. There's a good bit of weight in the large driving wheels so (a) the knife isn't being pulled round a tiny radius and (b) I guess their mass smooths out the blade's speed (which affects quality of finish). A fair bit of space is tied up with mechanisms to minutely adjust positioning and interactions between various internal mechanisms (and prevent those setting from wandering in use). There's also 4x motors to carefully time and control various functions (knife, feed, knife sharpening and dust extraction) and an automatic knife advance feature. When I was shopping for a splitter I spoke with the UK dealer of Camooga, which are one of the leading brands today. Their current equivalents of the one I eventually bought aren't much lighter because you still need/want a very stiff frame and to be able to control all the same aspects of function. Knowing what I do now I would not buy one of those desktop models if I expected it to be reliable because it cannot physically fit the above features. There's probably/hopefully a solid frame inside that sheetmetal enclosure but looking at how much of its limited realestate is taken up already there's not much space left for stiffness. I'd rather learn to live with using my bell knife skiver, mortgage a kidney buying a "real" splitter, or spend my send my leather out to be split by someone with a good splitter.
-
Apologies for not responding individually -- short of time and sleep and I figure a brusque response is better than none! Veg tanned leather is acidic (i.e. it has a pH of 0-7). From memory it needs to have a pH of around 3-4. Changing it very much in either direction can cause premature degradation. If you don't know what the pH of your treated leather currently is, or what pH you want it to be, dumping it in baking soda is like driving a car blindfolded! I have stuff I blacked with iron sulphate that's years old. Some cracked, some didn't. The stuff that cracked is when I followed the herd advice of "neutralising" in baking soda. The stuff that didn't I just washed it in a couple changes of water, let it dry and applied an appropriate dressing to replace the lost fats and oils. Unless you're using a tiny amount of baking soda (which is alkaline, with a pH around 8) you're going to bring the pH way too high. Whether you neutralise it to pH7 or completely overshoot and make it alkaline is irrelevant -- if you bring the pH above 4ish you're shortening the life of the leather. 10% iron sulphate in water has a pH of slightly less than 4. That's bang in line with what I'd expect a piece of veg tanned leather to be. If anything I'd say that veg tanned leather treated with iron sulphate might have raised its pH (seeing as some of the tannic acid is "used up" reacting with the iron to make black iron lake) and needs slight acidifying rather than having something like baking soda applied! Sorry to hear about your boots Scott. You say you took a pair of dyed boots and struck them with iron sulphate. How else were they treated? Alcohol based dyes can strip a lot of the oils that even "natural" leather has had added. Water based dyes and treatments can affect leather in a similar way. Did you treat them with fat, oil, wax or grease at any point? Veg tanned shoe uppers is unusual these days as other tanning methods tend to produce leathers that are less affected by their environment. Were your black boots worn in the same way as your other boots -- not worn more often or got wet or left in the sun more than the others?
-
Move along and save or maybe take a risk
Matt S replied to Webicons's topic in Leather Sewing Machines
It looks a lot like the 17s I have owned. Seiko is cloning it to this day as the TE and several Chinese firms too so many parts, as well as needles and bobbins, are readily available. It's about as simple a machine as will sew leather, runs very smooth and quiet. It's quite an old fashioned design so has a few issues with things like bobbin size and reluctance to climb over seams but the things just run and run. Convenient small cylinder arm. Perhaps worth noting, it's a drop-feed-only machine without reverse. Should work with v69/tkt40 thread, might do v138/tkt20 but don't bank on it. Intended for sewing lighter leather and fabric items without too many changes of thickness. Wallet not holster. The wheel presser can be changed out for a regular foot IIRC but is better for doing rapid and smooth changes of direction. Probably was setup for closing shoe uppers. You might get some dog marks on the back, but these are often easy to deal with or hide. From memory the shuttle driver will be pinned to the shaft so about the only timing adjustment will be needle bar height. Simple so long as nothing's damaged, a nightmare if it's banjaxed. For a few $hundred if it turns over I'd break the seller's hand off. -
Sorry mate, autocowrong struck. For "roasted" read "raised". Here is the relevant thread. Some of it is specific to using croc but the principles are more generally applicable. Here Brian skives the edges of the top layer as well as the filler layer, giving a fairly radiused rather than stepped raised effect.
-
Some products have a thin layer of foam or similar between the outer and the lining to give a bit of bulk or squashiness. This can also give the impression of thicker leather without the weight and cost increase that using thicker leather would entail. Cardboard and paper components get a hard time from many leather crafters but they have a very long history of use. Greyboard/millboard/strawboard (the grey coloured card you get at the back of notepads) is a popular choice because it's easy to work, inexpensive, and available in a range of suitable thicknesses. It's basically compressed recycled wood pulp. Cardboard liners can increase the bulk but also add a little stiffness. Moisture and repeat flexing can break down the fibres of the card over time, which is where higher-tech stiffeners like those produced by Bontex and Texon come in. These tend to use cellulose fibres like card, but are bound together with a moisture resistant resin, making them far harder wearing in use. These are very popular in shoes to increase stiffness in certain areas with minimal weight. Thin wood also works, and is how things like attaché cases hold their rigid shape. Bag bottoms are often reinforced with thin wood. Again you have to choose what you use carefully by the application -- usually hardboard, MDF or plywood. Often though on small items that "bulk" is an effect called "raising", where a piece of leather is skived (thinned) at its edges and sort of moulded down to create a raised centre and thinner edges. This is particularly popular on dress belts and traditionally seen as a sign of skilled work. Sometimes a thin piece of leather is moulded over a thicker core. Brian ( @RockyAussie) has very kindly documented his hybrid approach that he uses to produce *raised* belts commercially.
-
Is it a specific pattern of holster for a PPK you're after or just "a" flap holster for a PPK? I may have seen one to fit a PPK in one of the Stohlman books. It occurs to me that the PPK is a fairly flat pistol and not very large. All else failing you could print a 100% scale picture of one, cut it from some wood of the same thickness or a bit more, ease the edges, and you'd have a fairly accurate dummy to pattern off.
-
As it happens, I knew Mark and Marie when I lived in Exeter over a decade ago. Mark got me started in leather and showed me how to saddle stitch. I am eternally grateful to them for giving me my start and glad that they have continued to run a sustainable business on a relatively simple product line. It's a very neat belt you've made. Not sure I'd come to you for business advice but a very neat piece of work!
-
It's an industry term for things like vinegaroon, where colour is introduced by a chemical reaction rather than a pigment or dye. The most common is the grey-black-blue one you get from iron. There are others but they aren't as spectacular and use less common ingredients.
-
I read that advice a lot. What acidity levels are you getting, and what do you "neutralise" to? My experience is that vinegaroon can be of many different pHs (acidity levels). Veg tanned leathers are acidic with an average pH around 3 from the tannery, which I presume to be the "correct" pH for best longevity. Basic/caustic conditions are well recognised as being just as detrimental to leather as excessively acidic ones. This also matches my experience -- when I first tried vinegaroon I followed the common "neutralisation" advice with baking soda and "burned" the leather, cracking almost immediately whilst uncoloured pieces from the same hide went years without cracking. I did some informal testing and found that for the leathers I use washing the 'rooned leather in plain water brought the pH back very close to its "tannery fresh" level, while washing in a baking soda solution raised the pH significantly. I have found that pieces so treated don't tend to crack like those I have washed in baking soda.
-
Those are some nice looking edges! You're right, English-style bridle leather can be a right swine to dye and burnish, what with the tallow and the tight fibres. I'm curious what's in that edge solution. Over here the saddle industry has been using diluted water-based glue as a burnishing compound for well over a century. Many will work but traditionally gum arabic or hide/pearl glue were used and nowadays it's usually normal white PVA. Often a powder dye is added so it stains and burnishes in one step, and a drop of dish soap for penetration. Finishing is done with either beeswax or tallow. I like those edge irons. I've never had much success with mine and tend to just use a power burnisher for wax. To level out multiple layers before burnishing you can scrape with the edge of a piece of broken glass (once very common in the shoe and carpentry trades too).
-
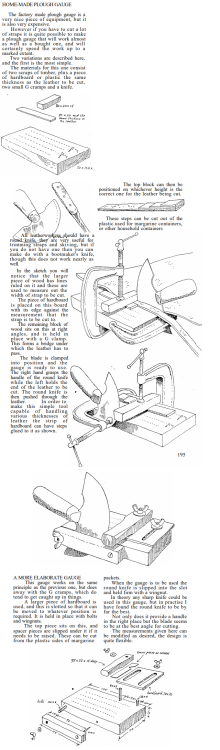
I borrowed these pictures from Ron Edwards' excellent book on Australian bush leatherwork. It can be chucked together in minutes from common materials. It's probably as cheap as you can get if you already have the knife. A Stanley/boxcutter blade would probably also work. He also shows an even simpler jig with a knife stuck in the benchtop and a block of wood nailed down as a fence.
-
Thanks Scott, hadn't seen that. I have replied in that thread in order to keep discussions neater.
-
Black strikers like iron sulphate and vinegaroon give a darker or lighter effect based on the amount of tannin left in the leather. There's a chemical reaction which occurs within the leather where tannic acid oxidises the iron in the iron-containing solution into black iron tannate. The less tannic acid left in the leather after tanning the less pronounced the effect. Tannins (and so the blacking effect) can be increased, usually with a solution of black tea. In South America they strike rawhide black using this method (rawhide, being untanned, has no tannins). Solution strength and contact time also affect how deep a shade is produced. It's not unusual for black-struck leathers to look blue-grey until some grease or oil is added. I think that there may also be some variation based on how much grease/oil is in the leather, as that would reduce the ability of a water-based solution to contact the leather fibres. Even natural/russet/tooling leather often has a small amount of oil or grease added during production.
