SARK9
-
Posts
391 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by SARK9
-

Adler 69 / Pfaff 335 Binder Options
SARK9 replied to Constabulary's topic in Leather Sewing Machines
On my Mitsubishi CU-865, which seems to have a copy of the 335 arm, the main difference in the synch cover and the stationary cover seems to be whether there is a hole for the part numbered 339 (on my attachment), which is driven by the motion of 338, or whether this hole is actually a stop milled slot which does not penetrate the plate (milled on the on underside only) with clearance for 338 to move freely without engaging plate 316. -DC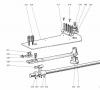
-
Here's a quick visual comparison of the popular bobbin sizes. The LU-562 has the *G* style, the 206RB the *M* style, and the LU-563 the *U* style. As Uwe says, the bobbin is not the only thing to consider, but for $700 I would certainly try to get what I wanted. -DC Bobbin Style Guide - PDF
-
I'm showing a Consew 206-RB that seems to be in fair shape at: http://columbus.craigslist.org/art/5262217499.html Says its missing some parts, and that could be next to nothing, but who knows. It looks pretty complete in the pix. I consider the 206RB to be *very* slightly heavier duty than the Juki (IMO, I have both) and has the larger M style bobbin....the reverse lever on the early 206 would be less convenient for me, but the design also has its fans. I would personally prefer it to an LU-562, especially if you can buy it right. There is another 562 offered nearby also, less money and in a bit better shape. -DC
-
The LU-562 is a nice flatbed machine--a walking foot, compound "triple feed" machine for upholstery to medium leather. It is identical to the LU-563 except for its smaller *G* bobbin.....the smaller bobbins don't hold much of the thicker threads. On the plus side, its super easy to check how much thread remains in your bobbin on the vertical-axis bobbin machines. I'm not sure where you are located, but $700 is pretty dang high for a 562. -DC
-
I believe some of the Singer 211's used the *U* style bobbin, which is slightly larger than the *M* style. -DC
-
As popular as the "servo" motors have become, someone should compile a sticky about the various designs and pros/cons. I think the model with the integral geared-reducer is no longer around, but I'm not in the supply chain. Others may know. The main *species* divisions for these motors are brush or brushless....both have their fans. I've not owned a brush-style motor that employs the rheo dial for speed range control, but they seems to have a reputation for better starting torque at minimal RPM. I will leave that subject for its adherents. I have probably owned 10 of the Consew servo-type motors...they suit me pretty well for the stuff I sew. Recently, they seem to have replaced the older style (CS-1000-with an optical speed controller) with a more modular design (the "Premier" CSM-1000) which I *hear* uses an hall-effect sensor, though I confess I've not had either of my two apart to see. My 2 cents: I think the later generations of the older model CS-1000 were somewhat preferable to the new units in a several ways...one, the optical control in the later ones seemed to be pretty usable right out of the box, but if you did the well-known "hack" to the blade, you really could get super fine predictable control of the low speeds that I don't think could be much better. I personally found shaping a progressive arc shape out of a thin, opaque material gave the best granularity, but many had good results with the "gradient" method. The older units also had a traditional belt-tensioner threaded rod which everyone knows from the clutch motor designs. I also miss the switched 110V outlet for a sewing lamp on the rear of the switch body. The new Consew Premier CSM-1000 is rated for roughly the same 3/4 hp/wattage/RPM as its elder, and now has the unit broken up into 3 parts- the motor and its mount, the actuator with control arm, and the much larger switch unit with the electronic controls. There is a new range of applications one can use this new design for, by reason of the remote actuator---it can be mounted anywhere in any position, which is dang useful. The downside is the controller does seem a bit more abrupt when starting now..... its not horrible, but its certainly not as delicate and gradual as a CS with a well-done optical hack. I can literally make my old motors take (n)number of seconds to go from TDC to the needle touching my material if I limit my coffee intake. These new actuators will undoubtedly get modded at some point. The other main potential drawback with the new design is the lack of a positive mechanical belt tensioner rod to hold its setting against the reactive force of the belt when it suddenly hits high resistance at speed. I really haven't (yet) worked mine hard enough to test the failure point, but I'm not 100% confident some of the leather jobs won't overload it. Its not particularly robust. New vs. old: -DC


-
The "servo" motors I use don't run at all until you step on the pedal....its hard to be more silent than that! Mine just make the merest whisper when running as well. I use speed reducers *with* the servos on my upholstery class machines - Juki LU-563's, a Consew 206RB5 & a Mitsubishi CU-865) ...and your 226 is of the same type/class. For me, its more to multiply the torque a bit when going very slow through multiple layers of folded webbing and Cordura. I have a couple of "fabric" machines that do fine with the servo alone. I've tried reducers on a couple of random clutch motors that actually seemed well-behaved and controllable, and I'm quite sure with practice they would have served me well....but there is no getting around the noise most of them make. I'm a maintenance machinist for a medium-sized factory, and I get enough background cacophony during the day to make me appreciate stillness. Enjoy your 226! -DC
-
One thing to double check- The plunger you depress to change the stitch length seems to be missing..... -DC

-
Those old tables clean up nice if the plywood is sound. A bit of new Formica works miracles. -DC


-
>>A normal "drop feed" feed dog moves forward while under the top of the throat plate, then up just above the plate, then back the set stitch length, then drops down. A binder feed dog only moves forward and backward, not up and down. A binder feed dog will fight you during normal sewing operations. If that machine has a binder feed dog it is no good for normal sewing of any material, much less leather.<< Don't Pfaff 335's (and the numerous of copies) use this same type of lower feed? My copy (a Mitsubishi 865) is a walking foot/needle feed with the back and forth *only* feed dog, where the center foot captures the material against the feed dog in unison with the needle feed on the stitch, then lifts when the dog returns forward. It feeds material like gangbusters, and I've not noticed any variation in stitch length. Is the "binder" variant not a needle feed? -DC
-
There are several makes and models of servo motors available for under $130/150. They cost about the same as a speed reducer pulley set or a variable frequency drive.....I've only had two clutch motors that were really controllable, and they were still not as friendly as a decent servo. I personally find even the quietest clutch motor's humming a bit... annoying. -DC
-
This is all quite interesting to me because of a recent acquisition- a Mitsubishi CU-865-22.... Which looks for all the world like someone grafted a later model Singer 211U156* to to the lower portion of a Pfaff 335, which sort of ties in to the two machines mentioned in the original post. My machine doesn't seem to have a whole lot of info circulating in the wild, so it makes me wonder how much stuff from these other machines it resembles will interchange. -DC


-
Machine Choice Heavier Than A Juki 1541S
SARK9 replied to stickandtin's topic in Leather Sewing Machines
Semi Cervo?? Yes, the Consew 206RB-5 is now made in China. However, I've had one for a couple of years and have no real issues with mine. I would suggest you make sure its been unpacked, assembled, set up and sewn off before you pull the trigger....and see what the local buzz is about dealer support and warranty, especially if you're not a DIY tinkerer type. I don't think the Consew 206's are really super different than the Juki 1541s though. -DC -
Massive Thread Issue..highlead Gc22618-8B...help
SARK9 replied to caba's topic in Leather Sewing Machines
>>I had also fiddled with presser foot cos it was marking hide with two layers of this hide...then I went to overstitch one layer of the hide, and hey presto ...jamming.every time.<< If you lightened the foot pressure for 2 layers, it may be marginal for only one. See if the work is lifting/shifting on the upstroke, or maybe increase the foot pressure again to eliminate that as a variable. -DC -
Its almost down to "I'd have to see it" if the easy stuff has no effect. Some other obvious things to rule out are: loose or stripped feed dog screws, badly fitting feed dogs that are too short/smooth or interfering with the needle plate, or something simple like a big wad of thread or lint between the feed dogs and plate. Check back on the feed fork, and see how much play there is there. I think a couple of videos may be helpful to see the actual motion of the feed with and without anything under the foot, and the motion of the walking foot action/needle bar. The things you have checked are about the limit of my direct experience; its about all I've ever had to adjust on my machines. Post some videos if possible and good luck! -DC
-
Oh. And in the interest of being thorough, if you haven't done this already... completely ignore the numbers on the adjuster wheel for now, and hold the left button down while rotating the handwheel "towards" you (CCW as you face the handwheel) until it reaches its limit and stops. Observe the stitch length for change? -DC
-
Sounds as though you need to go through the feed set up by the numbers. To eliminate one issue, is the stitch length in reverse about the same length as the fwd? Next, check the height of the feed dog at as it cycles. The teeth should protrude through the needle plate roughly an amount which raises the bottoms of the *V* grooves even with the surface of the needle plate. Less protrusion means you only get the feed engaged for part of the travel. In a nutshell, there are some fairly good manuals for these machines which describe how to reset the feed dogs and the walking foot adjustments back to a good starting point. The machines similar to the Singer 111W* are extremely common and well understood. You need to check out the feed bar slide fork to see if it has had its screw loosen or if it is worn excessively. Start here: http://navyaviation.tpub.com/10330/css/10330_55.htm Read on to determine if the adjustments for the foot lift eccentric need to be tweaked. -DC
-
The numbers on the dial frequently have little relationship to an exact number of stitches per inch, unless someone has set the dial to a known value. Mine have no number "1" on them, except as part of the numbers 11, 18 etc. Shine a good light in the hole and see if you have a situation like Constabulary described; Sometimes the numbers were painted white for contrast and one of the digits may have lost the pigment, making an *18* look like a *1* to a casual glance. At any rate, turning the handwheel towards the operator in the machine's normal rotation direction (with the left button depressed) increases the stitch length all the way to the stop at maximum, then you must turn the handwheel "backwards" to reduce the stitch length. I advise pulling the needle thread out of the needle anytime you rotate these machines backwards, btw. -DC
-
>>Want to handle it once, pulley and belts at the same time.<< No one knows where you will locate your reducer, how much adjustment is has, or where any of the pulleys will end up on your setup. The motor-to-reducer distance and belt length is not very forgiving in terms of adjustment, since the motor's relationship to the reducer is mostly in the horizontal plane rather than the vertical. You have to nail that length fairly accurately for both belts to tension properly. I doubt if anyone here can guess which belts you need. I've made several reducers for myself; the diameter of the large pulley and exactly where it mounts tended to be totally arbitrary. The handwheel-to-reducer belt is usually somewhere around a 3L420 (which is frequently the "stock" length on a machine), while the servo-to-reducer can be anywhere from 3L280 to 3L340. My favorite method is to take a broken 3L450 I have, thread it through the pulley grooves with the adjustment ranges of both centered, tension it as hard as I can by hand, then mark the lap point. Measure the mark to the other end on both pulley runs and its *usually* within your range of adjustment. If you enjoy math problems, you can also ballpark calculate the lengths based on the projected center-to-center distance and the diameters in each pulley pair, then correct for the angles created by the pair's diameter differences and the arc segment remainders from the first point of contact to the vertical centerlines. Plan B: Buy a big sack of 3L belts from 28" to 44". Good luck! -DC
-
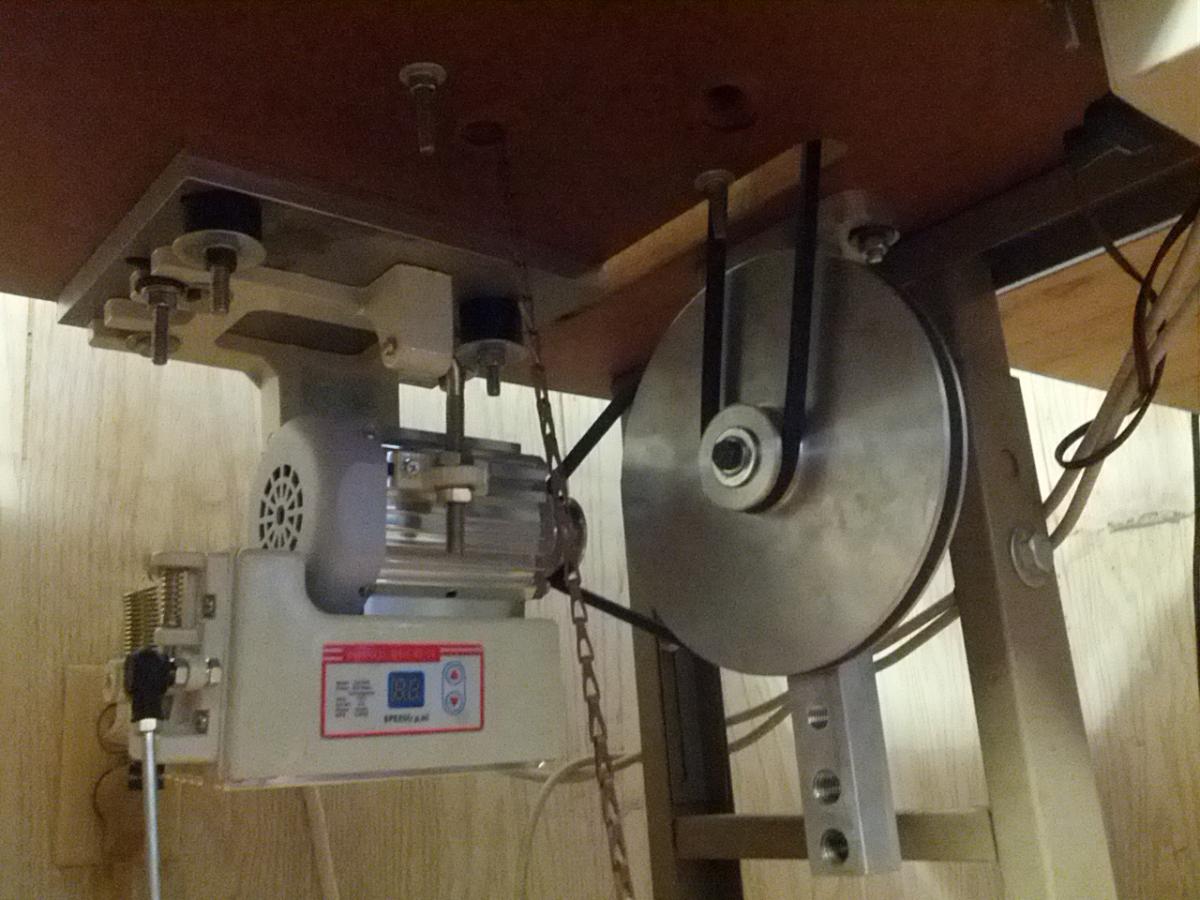
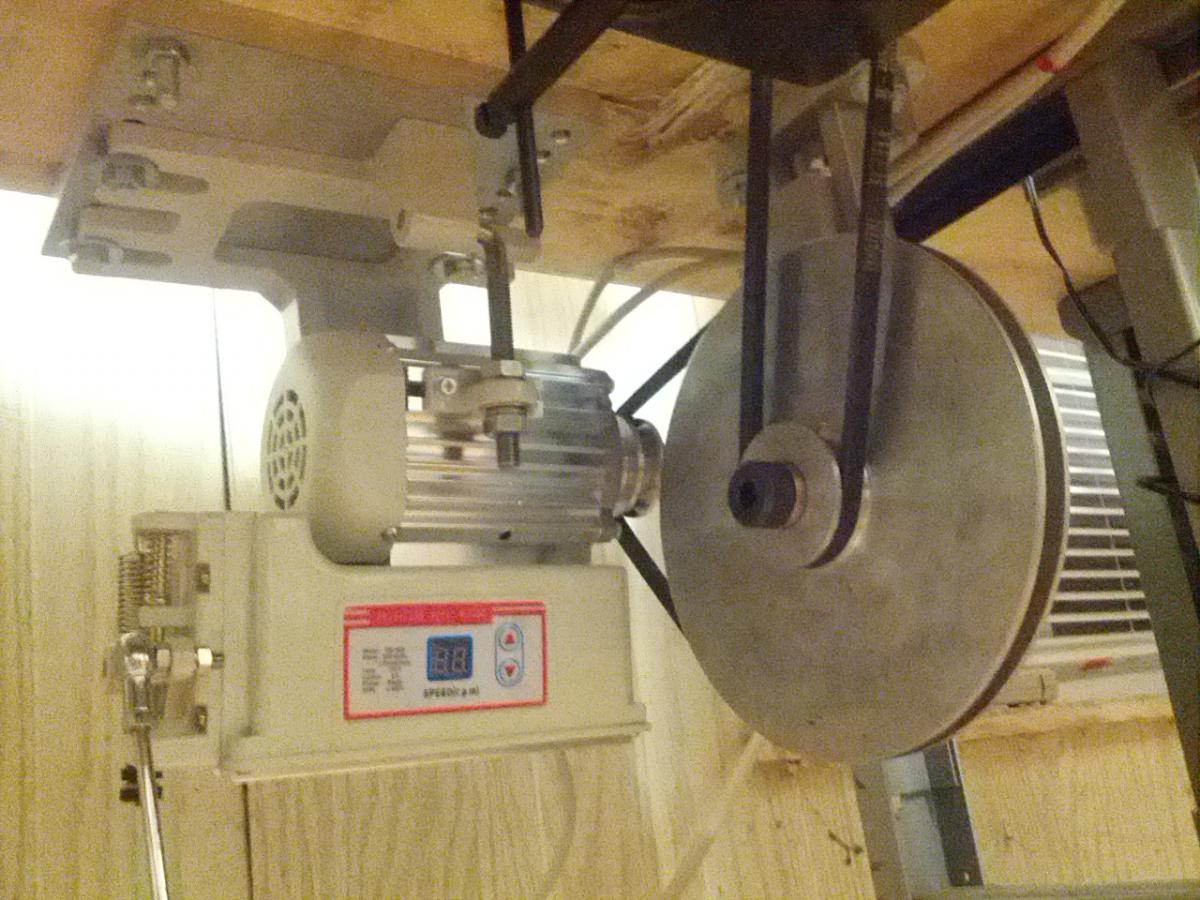
Here is a picture of one of the ball bearing reducers I made, before installation, showing the mount and adjustment areas. The bronze sleeved ones are just like it, essentially. -DC

-
I have made several reducers using sintered oilite bronze bushings....I've used a 3/4" x 1-1/2" long ground shoulder bolt for the axle, and frankly, it is overkill for the modest loads and RPM's most walking foot type machines run at. I like ball bearings too, as they are usually nice and trouble free, but I've seen some really awful dross made by some of our wonderful trading partners lately....so as an aside, consider how many of the machines we use have solid bearings here and there. If you rig your own reducer, try and set the position of the reducer's small pulley (that drives the belt to the handwheel) so that its center lies slightly back behind the pins of your machine's hinges. This will allow you to tilt the machine head back normally for service with no bother. -DC

-
Anyone Know The Specifics About A Singer 45K31 Treadle?
SARK9 replied to SARK9's topic in Leather Sewing Machines
Blast! My schedule has been moved up a day, so I will NOT have time to drive down to see the machine, and must leave this morning. I appreciate the help determining what this model is about, but I won't be able to nab it. Anyone who is interested can locate it at: http://austin.craigslist.org/atq/5066669706.html Thanks again for all of your help, and I hope someone is able to put it back in service! -DC -
Anyone Know The Specifics About A Singer 45K31 Treadle?
SARK9 replied to SARK9's topic in Leather Sewing Machines
It obviously has several parts missing....I'm not seeing a takeup arm and a few other things. My main concerns are the capacities and the feed system....some subclasses have NO feed system. The asking price is under US$300. I would have to work some magic to haul it back 1100 miles in a Jeep Patriot, (the wife is with me too LOL), so it needs to be something worth the bother..... -DC
-
Anyone Know The Specifics About A Singer 45K31 Treadle?
SARK9 replied to SARK9's topic in Leather Sewing Machines
Couple of other pictures- -DC

-
Anyone Know The Specifics About A Singer 45K31 Treadle?
SARK9 replied to SARK9's topic in Leather Sewing Machines
Here is the no such model's tag: I couldn't find anything about it either, which is why I was hoping someone here might shed some light. All I have are a couple of pictures; it seems to have a wheel presser installed. -DC