SARK9
-
Posts
391 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by SARK9
-

Question On A Singer And A Few More Questions
SARK9 replied to earlthegoat2's topic in Leather Sewing Machines
The machine you picture has the hump-back "profile" of the 281-22, which is a needle feed machine. I couldn't tell you if all the machines with that profile are in fact needle feed, however. As Wiz said, I don't think you can reliably tension any of that series for the threads and thickness your projects might require. -DC -
Singer 211G Hook Advance/retarding Help Plz
SARK9 replied to joeyrsmith's topic in Leather Sewing Machines
I don't think the gear should "spin" on the shaft....it probably has a groove that engages one of the set screws. What you want it to do is slide *along* the shaft, so that it "climbs" or descends the bevel gear it is in mesh with; The contact point in the mesh is what will move to advance or retard the actual timing. Be sure to consult the manual for prior settings you may need to make such as needle bar lift or a certain stitch length setting. -DC -
>>WHAT IS THE DIFFERANCE BETWEEN A JUKI 562 AND A JUKI 563 BESIDE THE SIZE OF THE BOBBINS<< The size of the bobbins and the numbers on the badge, assuming no subclass differences. >>CAN THEY SEW THE SAME THICKNESS LEATHER<< Same mechanisms. The size of the bobbins is important if you want the biggest lower thread. >>AND WHAT IS THE MAX SIZE THREAD<< I have *one* that handles T210 ON TOP ONLY, others only run correctly with T135 >>AND SIZE NEEDLES<< My manual says #23 is max for needles -DC
-
Monster Flange For Speed Reducer :-D
SARK9 replied to Constabulary's topic in Leather Sewing Machines
I think that one is about a 9.75"--2" on the O.D.'s... Occasionally we get a nice "slug" like that left over from machining a big hole in thick plate. One of the extrusions we use also leaves a nice scrap which makes a telescoping mount pretty easy. I have to say the photos of your (111w156?) caused a good bit of bench envy in these parts. VERY nice. -DC -
Monster Flange For Speed Reducer :-D
SARK9 replied to Constabulary's topic in Leather Sewing Machines
There's a thousand ways to skin the roads that lead to Rome. -DC

-
>>I was told to look for the Consew 226R and have been for about 6 months. I can't seem to find one in my area though. What are some equivalents of this machine by other makers, and are there other models I should consider that will do the same thing? would you say the 206rb-1 is a better machine that can do all the same things?<< There are quite a few common walking foot flat beds that are in the same general class- "Better" is totally subjective and many have strong opinions on that subject. The Consew 226's are similar to the Singer 111W156 and the Juki LU-563, the Consew 206-RB* has a range of revised models thru the current model 206-RB5, and I believe they stopped producing them exclusively in Japan with some variant of the RB4. Some consider the Seiko STH-8BDL to be the top of the food chain for that type. The Singer 211 has several models which are similar in capabilities as well, and Pfaff made the model 145's in several flavors which are handicapped only by the rather pricier accessories and repair parts as a rule. This is not to mention re-badged machines of the same models as the above, for example, I have a Chandler "Chandsew CU-563" which as near as I can tell is identical to my Juki 563's in every way except the decals. There is a range of variations in such things as the foot lift, stitch length, and bobbin capacity.... plus some machines of 111/211 class are needle-feed only and you need to research that as well. It may be wise to consult one of the closer dealers (as suggested by Wizcrafts) if you aren't comfortable navigating by model numbers. -DC
-
I don't have much trouble adjusting the lower tension on my LU-563....I use a small screwdriver like the ones that come in eyeglasses kits etc., and pick the one with a *very* good fit to the screw slot. It is at a slight angle but it seems to be easy enough to insert correctly. -DC

-
What Belt Do I Need ... No Belt Present!
SARK9 replied to RoosterShooter's topic in Leather Sewing Machines
To get a starting point for your belt lengths, if equipped only with a pencil: Set your belt adjusters in the middle of the range of travel. Carefully measure the exact diameter of each pulley. For each pulley's diameter, calculate the circumference (3.1416 X diameter), then divide each circumference by 2. Now, carefully measure the center to center distance between the two pulleys: MULTIPLY that distance X 2. Calculation: (1/2 circumference A) + (1/2 circumference B + (center distance X 2) = belt length The length will *usually* fall within your adjustment range if you have measured accurately.... You CAN get 3L belts by 1/2" increments too. A 34-1/2" belt will be a 3L345 -DC -
What Could Cause This Thread Issue 111W101
SARK9 replied to revrat's topic in Leather Sewing Machines
I had a similar situation that was caused by the needle being positioned too far left in the inner foot's needle hole. I swapped the inner foot out for one with a slightly larger hole, and it stopped completely. I suppose the way the thread path crosses from the last thread guide (straight in front of the needle bar) to the long groove on the left side of the needle makes it possible for the front edge of the groove to clip/abrade the thread when the needle is at the low point in its travel, if its almost touching the side of the hole in its descent. Its one more thing to look at.... -DC -
A couple of the normal *gotchas* on that machine are (1) remember its the left button you depress for a stitch length change and (2) when the handwheel/adjuster has turned all the way to the minimum or maximum, you can only turn it back the other direction. -DC
-
What Do You Guys Think About The Singer 301 Or 401A?
SARK9 replied to Sam Made's topic in Leather Sewing Machines
As pcox says, these are both aluminum frame machines with small internal motors. However, the 301 is a straight stitch only while the 401 is a zig-zag with decorative stitching capabilities, so they are totally different designs under the hood. Neither has a pressure foot designed to control the needle upstroke forces when withdrawing from anything but very thin leather even if you help pierce it with the hand wheel, so your stitch length probably will be anyone's guess. Further, I don't see a large demand for zig-zag stitching in leather.... I must confess I am not immune from utter and complete heresy myself, as I use a discarded home-class machine for occasional zig-zag overcasting of webbing edges. -DC
-
The outlines certainly suggest its DNA owes much to the Singer 211 family. I'd bet $5. -DC
-
>>The needle is a 27 and the thread is #69 bonded.<< If that's not a typo, that is a needle that is way oversize for #69 thread. Its enough needle for #415 thread, and I don't believe an RB206 variant comes adjusted to use a needle that large...the manual for mine shows a size 25 as max needle size for my RB-5. -DC
-
One solution I have NOT tried (as yet) is to employ a variable frequency drive... You can get units that take single phase input and produce 3-phase output (PLUS the ability to do variable speeds on the motor) for about the same price as a static inverter alone. They are inexpensive, but ARE in the same price range as a new servo motor, which is the main reason I've never been tempted. Not recommending any particular brand as I have no experience with any of them, but do a quick search on "TECO variable frequency drives" and you should get links to other offerings as well. For sure your full-sized industrial 3PH motor is head and shoulders more serious than any of the inexpensive servos, but it does come with its own costs, like noise and power consumption. -DC
-
It seems to be an RB-4, since there is no dial-locking detent under the stitch length selector. I believe those were Japanese made. -DC
-
In the historical video "Birth of a Sewing Machine" I believe it briefly shows one of their ladies applying the factory decals... whether or not they are the same type may be problematic, but you can see her technique if you look REAL fast! One thing for certain is it *IS* the authentic factory method. The process starts at about 16:47 into the video. -DC http://ssa.nls.uk/film/1592
-
Larger Handwheel With Smaller Pulley, For Juki Lu-563 / Consew 226
SARK9 replied to Ken B's topic in Leather Sewing Machines
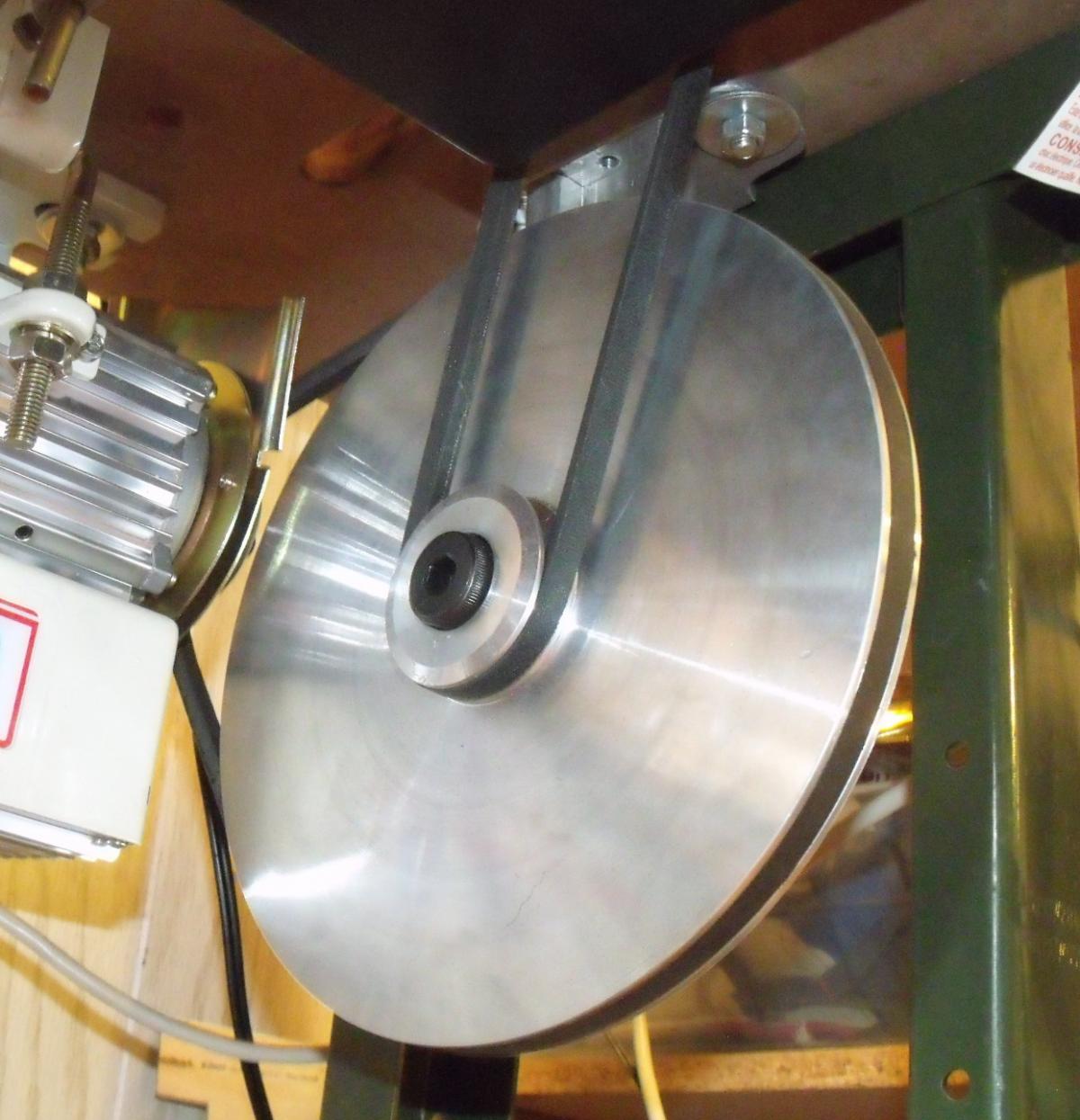
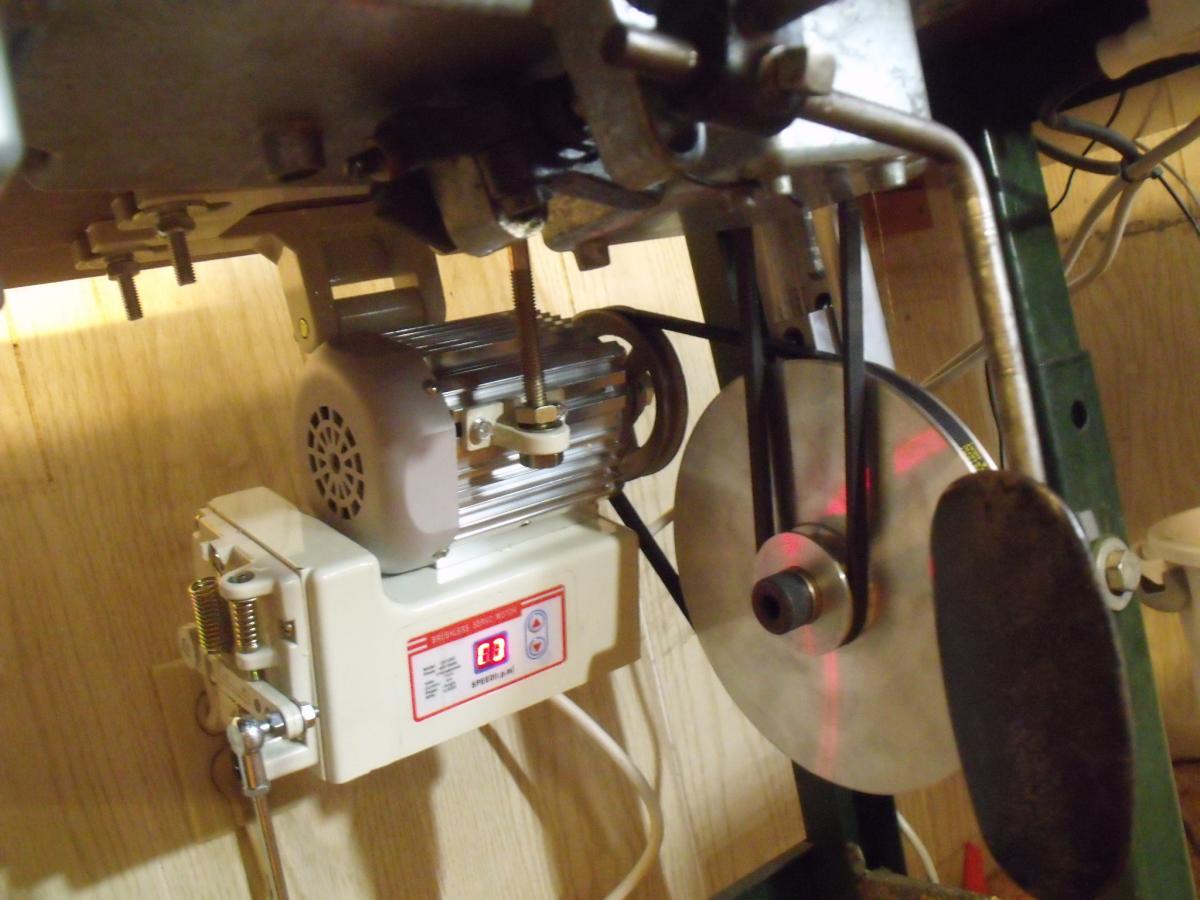
I have a 563 and use it for similar tasks, and yeah, going across 3/4" webbing doesn't take long LOL. Using a speed reducer is one way to really slow things down.... I make my own, but there are several folks who sell them here if you check around. Mine looks like: -DC
-
Singer 281-22 Needle Feed - Reverse? 5/6 Oz Chaps Leather?
SARK9 replied to kc1200r's topic in Leather Sewing Machines
Check my earlier post for some further thoughts- I had to go handle something right in the middle of it. Most of the non-high production people I know that do projects with silnylon or 1.3/1.1 oz ripstop etc. tend to make biggish items and find the turn-material-around-to-back-tack option a bit of a pain, and so they prefer having a reverse built in. Most of the better old-school home machines have that and some are very good for this fabric type. There are other ways to backtack with no reverse that may work for you- bumping the knee lift just enough and pulling the fabric backwards is one, or the "pull the top thread thru the fabric and hand knot it to the bobbin thread" technique is another. I'm sure the folks that grew up with these machines know other ways too. I was actually looking for a 281-22 when someone gave me the 251! -DC -
Singer 281-22 Needle Feed - Reverse? 5/6 Oz Chaps Leather?
SARK9 replied to kc1200r's topic in Leather Sewing Machines
I think I would suggest getting a quality older "home" machine to do the delicate stuff like silnylon, oxford cloth and all the thinner materials, unless you already have the 281 and you need to sew 300mph forward only. Then if you still can use a machine with no reverse, look for a bargain on something like a singer 111w155 for everything else. I have a very similar Singer 251-21 (no needle feed) that I use for a dedicated binder on lots of relatively heavy cordura projects myself. I did put a servo on it as well. The amazing number of accessories and attachments, plus the spare parts *everywhere* does make this series pretty versatile, so if you don't need reverse the price is usually pretty attractive on these machines. There are feed dog/needle plate combos for virtually any sort of fabric out there. Myself, I'm looking for a #140257 feed eccentric stop screw for my 251 to give it the 5-1/2 stitch per inch option. -DC -
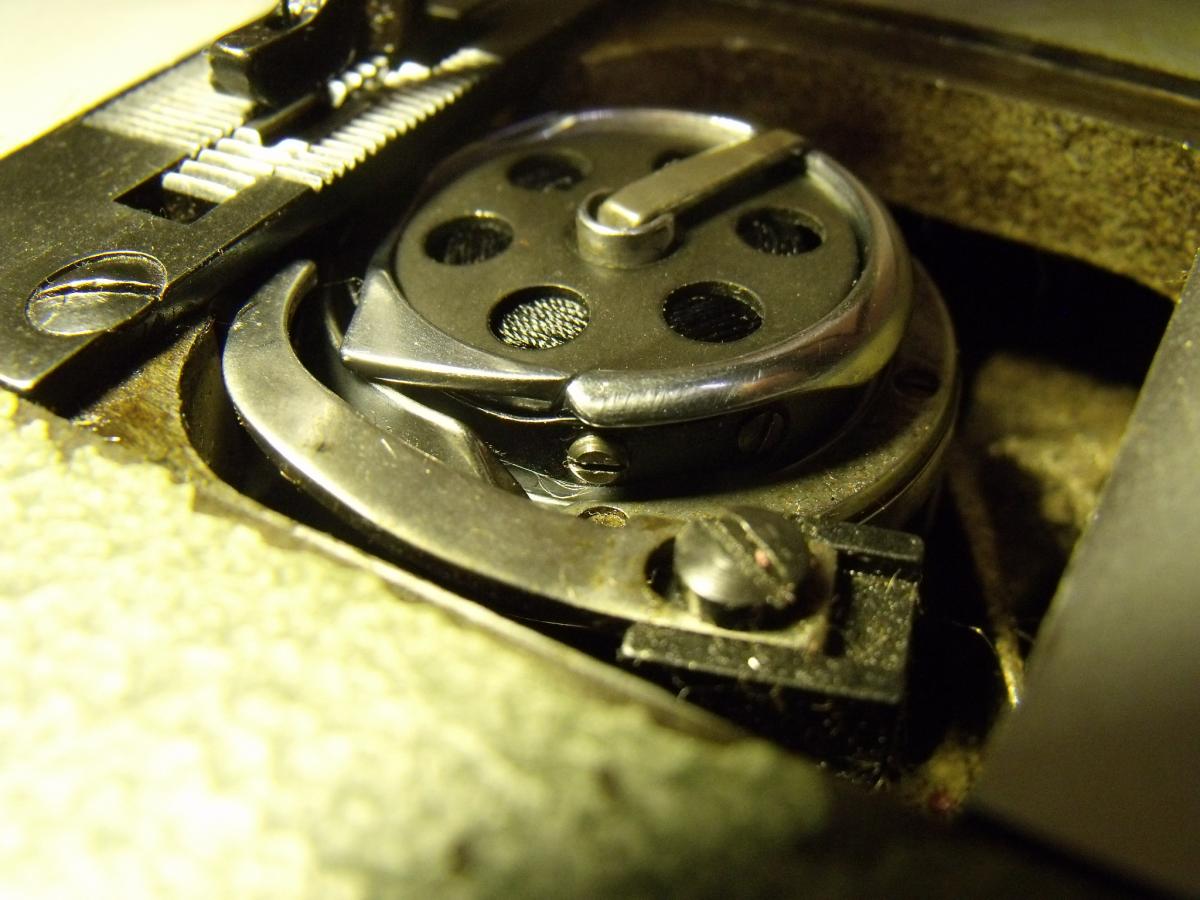
The bobbin "case" on your Consew 226 should actually hold a vertical axis bobbin which does not have a "removable" case in the sense that the horizontal bobbin machines do. Here is a snap of the bobbin on my somewhat similar Chandler CU-563: You can see the tension adjustment screw in the approximate center of the frame....a small silver screw that attaches through the center of the black spring and goes into it from the side, not the top. Yours may look a bit different since this one has the larger *U* style bobbin. -DC

-
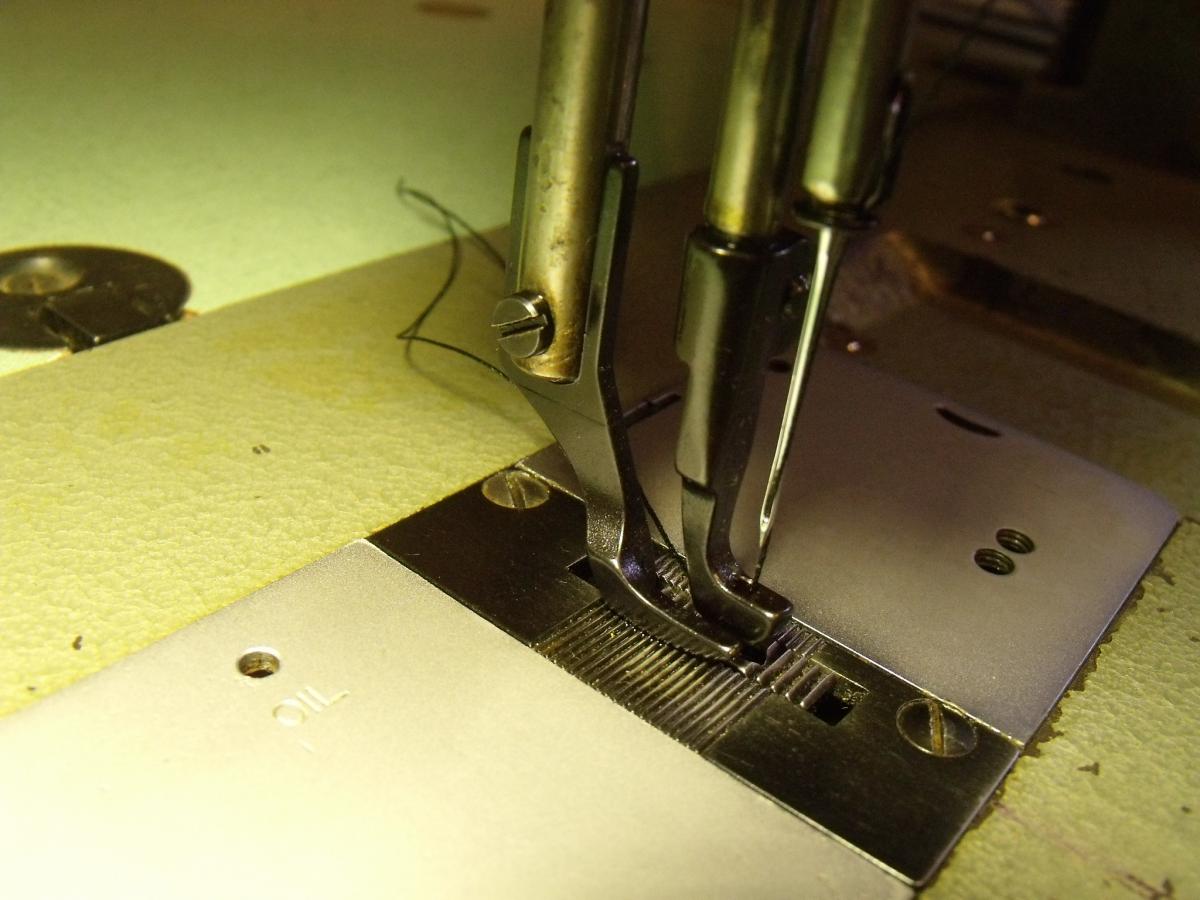
It looks to me like your outer foot is not installed in the slot. That is what that "rod" in back of your needle and inner foot looks like it should have. Like this: -DC
-
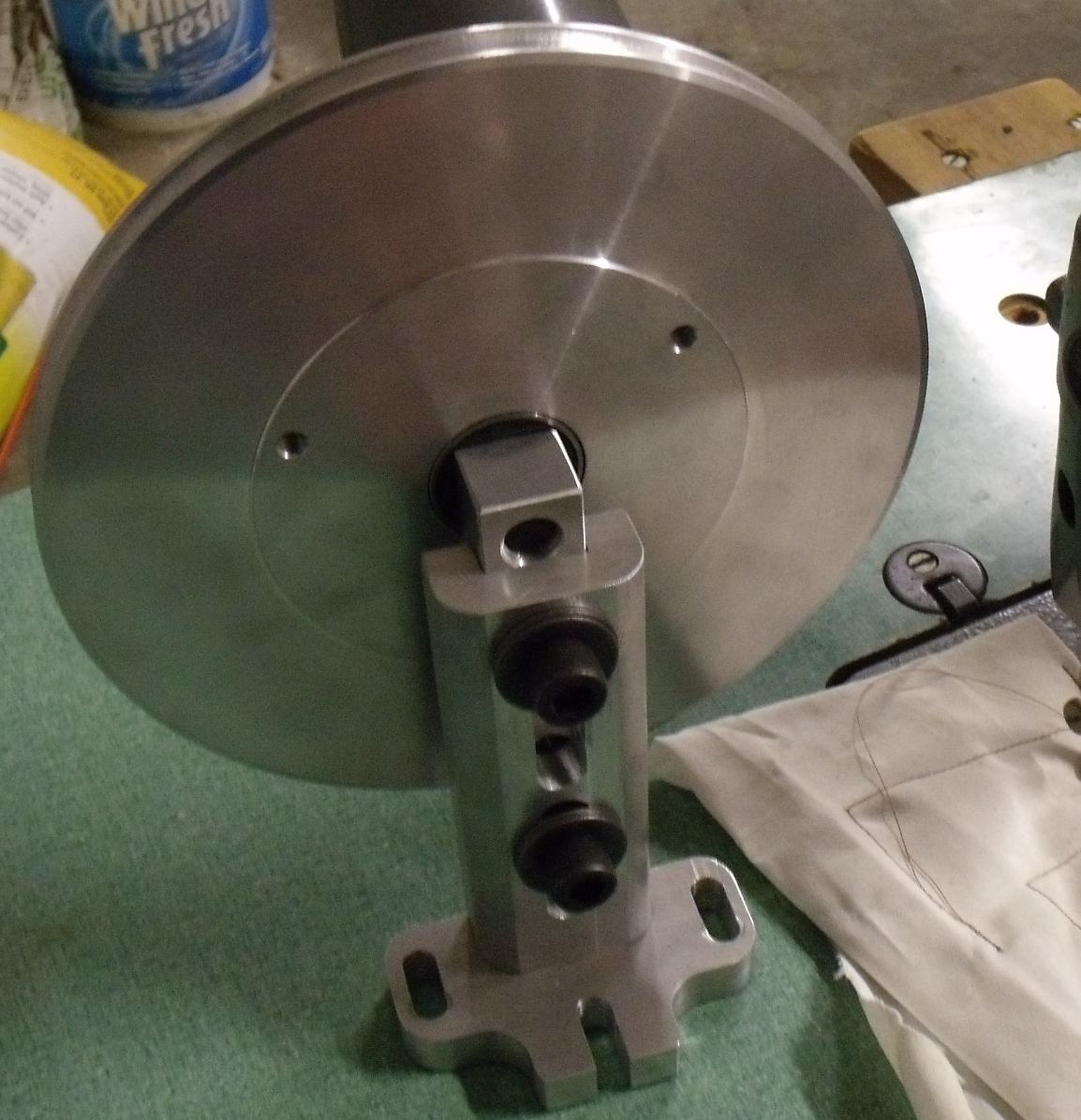
Steve- Another option I find convenient for mounting the SR's is called a hanger bolt- It has a lag threads for wood on one end and a regular machine thread on the other, accepting a nut and washer. Its a bit friendlier if you anticipate having the assembly on and off during fitting, since you can spin the nuts off quickly. DC

-
Specs And Instructions For The Singer 251-21
SARK9 replied to SARK9's topic in Leather Sewing Machines
The 88x9 was listed in several older sources that I felt were reliable. However, since I saw several others that indicated the 16x257, and I had no real experience with either, I ordered 10 of *both* types and tried them out. For whatever reason, this particular machine would not form a stitch with the shorter #19 88x9's, but happily stitched away with the 16x257's. -DC
-
Specs And Instructions For The Singer 251-21
SARK9 replied to SARK9's topic in Leather Sewing Machines
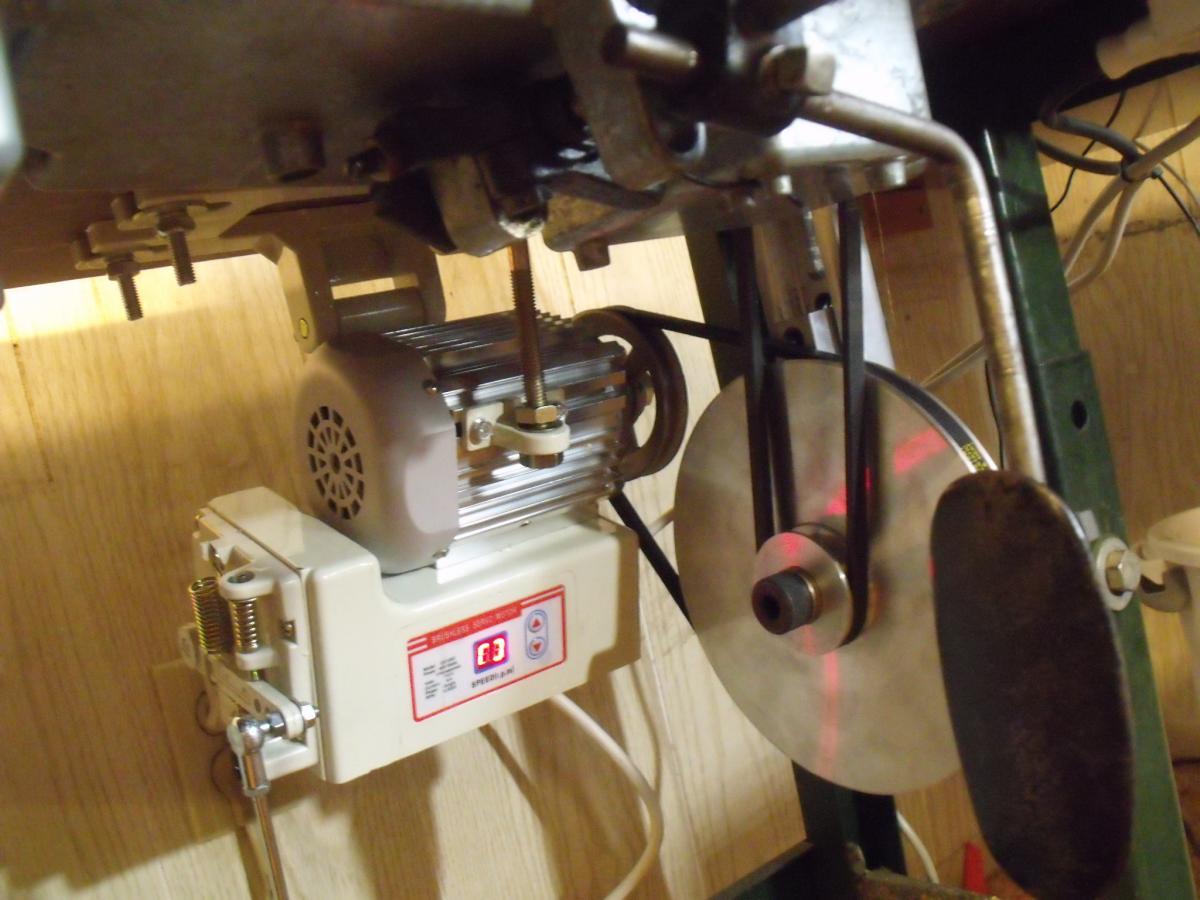
Finished up the conversion to the CS-1000, and installed a torque multiplier while I had it all torn up. I didn't have a spare 50mm pulley with a 15mm bore to use on the servo, so I had to use the 90mm they come stock with. The 90mm pulley limits how close to your servo you can set the multiplier when using the standard motor mounting bolts. This sometimes causes your belt to rub on the near side end of the table's belt cutout. This one just barely cleared. The large pulley I made for this one is a 7.875" diameter; It would not have had the clearance for anything larger than an 8". -DC



-
Specs And Instructions For The Singer 251-21
SARK9 replied to SARK9's topic in Leather Sewing Machines
I will definitely try to sleeve the worn frames, though the casting is rather "elegant" and there's not a whole lot of wall thickness there to work with if the bushing itself is to have any thickness. I suspect the shaft is in poor shape as well, but haven't knocked it down to look. In terms of function and quality, I think its worth repairing, but the way its all mounted on this table is sort of not up to standard,... with a cobbled-on 2X6 sticking out the back of the table 4 or 5 inches to catch the outside bolts of its square mount. For now, I'll go back in the original *normal* motor mounting bolt holes and install a spare Consew CS1000 I have. -DC