TinkerTailor
-
Posts
1,540 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by TinkerTailor
-
Sourece For Bark Tanned Or Veg Tanned Natural Baby Calf Skins
TinkerTailor replied to tontotex's topic in Suppliers
Just stumbled across this: http://www.siegelleather.com/Detail.aspx?UID=NFEC -
Breifcase Hardware Question / Source
TinkerTailor replied to rmr's topic in Satchels, Luggage and Briefcases
You could do it with brass tubing instead of flat stock, With a main tube and slightly larger diameter 'sleeves' that slide on the end, solder and then cut a slot and form the whole thing into a U shape. Then glue the leather in the recess formed between the 'sleeves' It appears the ones in the original picture were tubular. I think that it would be easier to get a good crimp on the bag this way as well. On that note, if the leather was glued on last, you could hide a couple holes under it to sneak in a stitch or two to hold the bag foot on more securely than a crimp. -
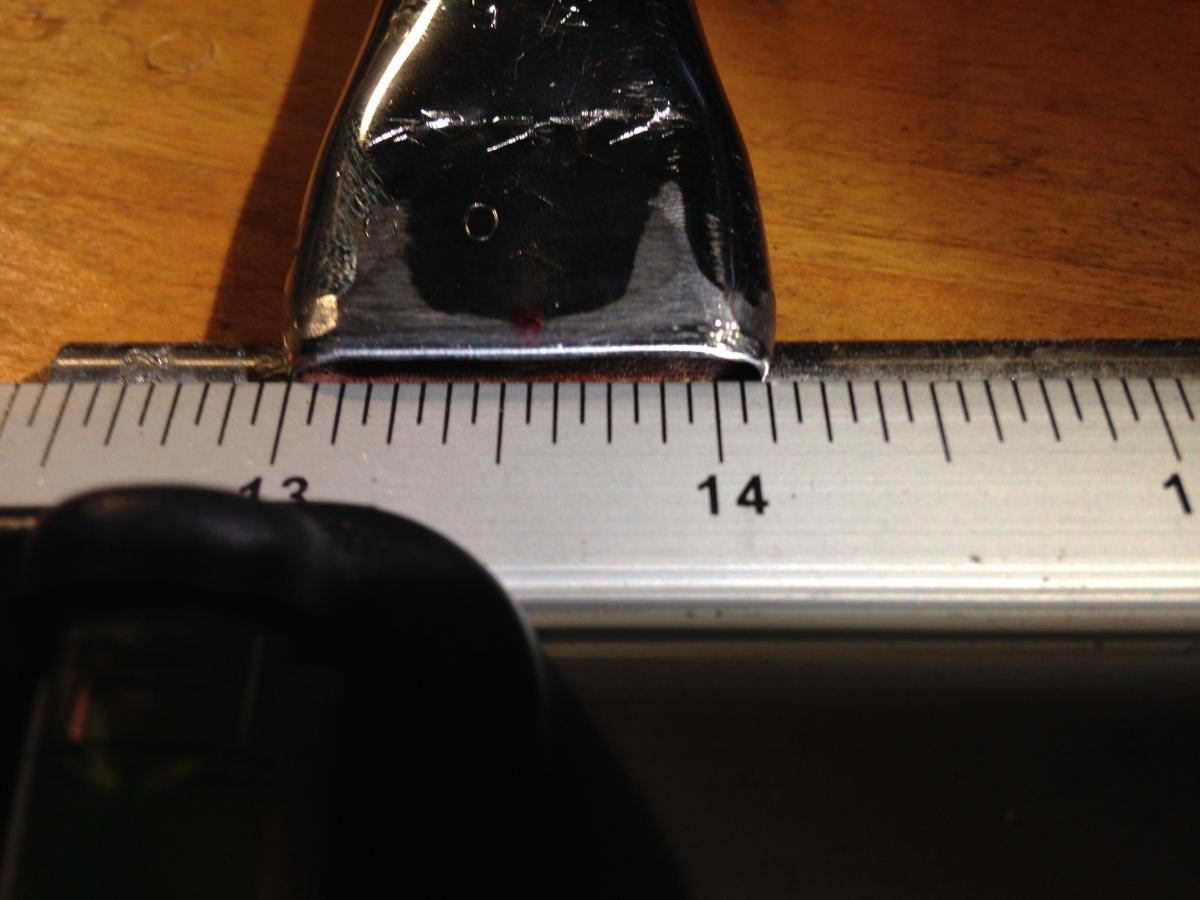
If you cant find or cant afford what you need, with a little ingenuety, a vise, a grinder, an hour or two, and some chromoly tubing from an old bicycle frame, you can squish the tube in the vise to the required thickness, cut off, sharpen and punch away. The chromoly tubing holds an edge surprisingly well. Squish the tube an inch or two away from the end, and then cut it in the squished part to get a straight edge. They dont last forever, but are relatively easy and super cheap to make again. If you want, i could try to pur together a tutorial on this: 7/8 tube squished=1 1/8 bag slot.






-
I have sewn alot of heavy canvas and lightweight garment leathers together on a 1917 FR White Rotary treadle machine, and it does fine. I make tool rolls and bicycle bags this way. I don't have to help the handwheel until I get up to 8 layers of 10oz canvas and a layer or two of light leather at a seam fold. When i first started using my treadle machines (i have 2 whites and 3 singer), I had the same type of troubles. Try this: 1.Crank the presser foot pressure all the way up. If the foot comes up too far while stitching due to friction or material thickness, the stitch will skip. 2. Some of these machines are sensitive to thread twist direction. Play with which way the thread comes off the spool and also which direction you wind the bobbin. I found an oddity with thick materials that the thread would gradually untwist while going through the thread tensioning system, and start tangling after a few stitches. Flipping the spool over on the top of the machine fixes this, don't ask me why. I also am careful to wind my bobbins off the spool the exact same way. And put the bobbin in the machine the right way around as well. 3: Clean every bit of lint and thread from the bobbin area. Get a flashlight, magnifyer, and mirror. A half inch piece of thread 'way up in there' caused me a few headaches 4: Drive slow on jumps..........When the machine drives off a cliff when you pass over a seam, drive slow. If you are brave, hold the presser foot down with your finger. If you are going fast, and 'Dukes of hazard" the foot off the seam, you will skip a stitch, perhaps more... 5. LUBE EVERYTHING!! Old sewing machine oil turns rock hard over time. The machine will be gummed up. This will cause performance issues. On a machine that is new to me, i like to lube all the everythings with a bicycle lube called tri-flow. It is fairly thin, but it has some solvents in it that will help break down old lube. It will also wick its way into places sewing machine oil cant. It will wick into bearings from the side as sometimes the oil ports are plugged. I will run the machine, oiling every time i sit down for a little while, until it is buttery smooth, then switch to less frequent applications of the quality sewing machine oil of your choice. edit: the wrong length needle, loose foot or needle, and needle put in machine in the wrong orientation can cause issues as well. If the needle clamp is not on the flat of the needle, it may spin while stitching.
-
Brooks bicycle saddles are made from wet formed veg tan, the old way in england. I work at a high end bicycle shop that sells these. I repair, restore and modify these saddles on the side. They come from the factory rock hard and dry almost to the point of surface cracks. The creme that that they produce is called Proofide leather dressing. It is made from tallow, cod oil, vegetable oil, paraffin, beeswax and citronella oil. I have a saddle that i have put over 17,000 km on in the wet vancouver weather. It has NOT stretched, There is NO degredation of the leather. It is just supple enough. I apply a good coating when new, and then rub about a 1/2 teaspoon amount into the leather every six months or so from then on. This stuff keeps leather supple, strong, shiny and with beautiful patina under a cyclists hot sweaty rear for 30km a day in the rain for years . I cant think of a harsher environment for leather. Bonus is it doesn't change the color of the leather very much at all.
-
If you know someone with a drill press, You can drill a hole in the end of the arbor of THIS harbor freight arbor press that will fit the tandy hand dies, as well as drilling and tapping a setscrew hole to hold the die in. This is basically what the guy at Knifekits.com do. Those presses sometimes go on sale for 30-40 bux. https://www.youtube.com/watch?v=ZVyV3ZTVpqY Ian atkinsons mod video https://www.youtube.com/watch?v=895pVicyZ0E another really cool video with some other ideas. Plus, you also have a press for embossing and using clicker dies. Cant do that with the weak-sauce tandy crafttool handpress for $250 cad....
-
Wow, 2 gallons of Barge cement is a metric boatload of glue for a hobbyist. The info from pro guys is always appreciated, however the total volume of ALL my liquids is less than 2 gallons (minus the growler full of microbrew creation juice...) Granted, if its your profession, that would be a different story. Economy of scale and such... For the hobbyist, That recipe breaks down to an 8:1 cement-thinner ratio, meaning it should be 4 ounces thinner to the quart, or 125ml to the litre. Do your own math from there.
-
The ebay store seems to be down but those tools were like 10-30 bux a set last time i checked. Not that out of line. some of the other ones are really usefull and would be hard to replicate. They also will custom lasercut pattern templates for not to much money as well.
-
Or get some of these: http://www.blackriverlaser.com/leather-craft-templates-gauges/
-
Have you thought of making a cardboard template of the stitching profile you want and groove around it the same way you would cut out a piece? You would use the grooved without the guide, using the edge of the template as a guide instead?
-
Purchasing Tools/hardware/leather In Canada
TinkerTailor replied to KristineRosePhoto's topic in Suppliers
Buckskin leather in Calgary has a huge selection, really well sorted. I have been there and they are meticulous about sorting. Other than the reject/defect sides pile, i barely saw a blemish. Their Hermann Oak room is as big as the whole tandy store in Calgary. The person I talked to last time said that in her training she was told that other suppliers will slip in a bad piece here and there on purpose to get rid of it, while they NEVER do that. Satisfied customers are happy customers and double shipping eats all the profits, so get it right the first time. I would never mail order leather from tandy, but would from buckskin at the drop of a hat. If you can go there, it is well worth while to look in their discount pile. Unlike tandy, where they are really bad, or little pieces, I got a 27 sq foot side of english bridle 4-5oz with a bad crease vertically in the middle for 100 bux. It was beautifull, but could only make 36 inch straps max. Perfect for my stuff, not so good for horse gear. Found a side in there 3 days before valentines day with a huge heart shaped brand on it, and almost bought it just for that but that is a different story. -
Slippery Needles Makes Hard Hand Stitching
TinkerTailor replied to Horny G Leather's topic in How Do I Do That?
This is one if the few times where cheap tools may be better. Good pliers with hardened jaws will mark the needle more than cheap ones with soft metal jaws. If the needle is harder steel than the pliers it shouldn't scratch. I put pure beeswax on my fingers and it seems to help with traction. I personally can't wear finger condoms cause my hands sweat and they slide off. 20 mins in full rubber gloves and my hands are wrinkled from all the sweat. -
I am just finishing one which I will be posting both the pics of as well as the pattern in the next week or so. Mine has an English bridle base and a waxed canvas upper but one could easily make the top section out of lighter weight leather as well. I will try to remember to put a link here when I post it. I am debating doing a tutorial on it because mixing canvas and leather is popular right now and I don't see of these style projects on here yet. I also wax my fabrics with my own wax. Keep watching.
-
Alot of dollar stores sell 8.5 x 11 sheets of thin cork in the craft section 4 for a buck. I use pieces of this, sometimes stacked up under the leather to protect my punches. When they are swiss cheesed, I pitch them. I find i get cleaner holes if i drive the punch all the way through, which i can't do on the hdpe. It is under the cork however. The cork becomes sacrificial. I also have a few wine corks lying around to back up the leather when I'm pushing the awl through. Helps keep the blood on the inside of your fingers when you are learning awl technique....
-
Check the tip of your snap tool, the tip may not be round and even.(always check any tandy tool for that matter) I had to take one back that had a weird shaped tip, and wouldn't work right, crooked as a steak from a one eyed butcher. Also, I found that the bigger setters are waayyyy easier to hold straight and true that those little tiny ones that come in some of the tool/hardware sets. Those little things are garbage. When I was starting, I also discovered that the little bottom die/anvil included in the starter sets would sometimes shift or sink into the wood I was using underneath causing crooked snaps and rivets. I got a 4" x4" by 3/8 inch thick steel plate from a welders cut-off pile to set flat backed hardware on, and to place under the proper anvil for grommets etc That little plate fits in any toolbox and is still in my portable fix-it kit. It has saved many a tabletop. Tip: Drill a hole in it to back up the leather when you are pushing an awl through or for under where you need to remove a bad rivet. (you will need to eventually)
-
Chrome don't getcha home....
-
I found other sources that were more like 5-10 bux per roller not including the bearings on alibabba as well as a couple US distributors that have them in the catalog but no pricing.The Nylon ones are not as common as the polyurethane ones (which is a fine plastic if it has a high enough durometer). The reason I said to contact a forklift repair place is they may have rollers that are worn out or tapered due to use that they have replaced for customers in their garbage bin. A little belt sanding to clean up the surface and 'Bobs your uncle' On a friday afternoon, they may also trade you a few brewskis for a few new rollers from the "weird sizes we never need" box in the back of the shop....Every shop of any kind has a similar box. The bicycle shop I work at, it is called "The BMX Graveyard" Happy hunting and toolbuilding. I am always on the search for materials in my day to day life. I buy old wood handled screwdrivers all the time with broken tips just for the shaft and handle. When i need a different edger or beveler or something, I bend one to shape, grind a tip with the dremel, good to go. I can make an edge beveller/creaser in an hour with a dremel, diamond needle files, emery and a good selection of dremel grind/polish acc. Got a rack full. I had to do this partly out of necessity. I had several tendons re-attached in my right hand a few years ago due to a fight with a grinder at work that i lost...., and can't use the common bulbous tool handles for any length of time due to this. Screwdriver handles just work. Just started posting on this site, however the "Tools I made" post is coming in the near future. Planning on starting a toob channel as well. edit: i just had a thought that you could combine the ideas and get the cylindrical hdpe from mcmaster, and then heat it in a stainless martini shaker to press it into a taper without needing a machine shop, if you want a tapered mallet that is.
-
True and you gotta admit that if you are down on funds and up on time, which some on this site are, the video method of mallet making is not that hard to approach or accomplish.
-
Not everyone has access to a machine shop or the funds to get one-off work done at a job shop. Most machinists in my area either won't touch anything for less than 100 bux, if at all.That is if you can find one that doesn't only do cnc. I found a toaster oven at a thrift store for 5 bux to melt plastic in. Stainless martini shaker to mold the mallet head in was 3 dollars. Poly buckets are polyethylene as well (any plastic with a 2 in a triangle) use your holesaw (or whatever) to punch out a bunch of little pieces of plastic, put in oven and bake at 350 until melted, and then press into martini cup. IT WILL BE VERY HOT AND BURN YOU BE CAREFUL. Stacked disks as you suggest tend to sepparate during use and are not as effective as a solid head.
-
I am required by law to separate plastics by type and clean it and recycle it anyways. It is also the responsible thing to do, recycling plastics instead of trashing them, whether you do it yourself or take it somewhere to have it done. And YES, recycling and re-using materials is important enough to me to spend my time doing it. Did you watch the video to see how long it takes? I'm going to make my mallets my way and i thought the original poster would want to know my method, as this is what was asked for in the thread title. Btw, now I make the handles out of oak from old pallets(the ones marked HT are not sprayed with fungicide.) The last ones i did i turned on a springpole lathe i built myself. I have spent a lot of time living off the grid and needed to be resourceful enough to figure out how to make a hammer without a catalog to order stuff.
-
I have also heard of using the nylon rollers/wheels that are on the front of pallet jacks. Try a forklift supply place for the wheels. they are just under 3" around and 4" long with a 1 inch hole. I think that leaving the bearings in would add weight and allow a smaller handle shaft. Just fill up the bearings with epoxy to stop them from moving when you beat on stuff. http://www.ebay.com/itm/PALLET-JACK-LOAD-WHEELS-3-5-8-LONG-X-2-7-8-DIAMETER-/181608594847
-
https://www.youtube.com/watch?v=hyP7YJ9O3TY Milk jugs are made of hdpe.........blown up like a balloon. Cut into little pieces, melt in toaster oven for a while and then push into the mold shape of your choice. Watch the video. I was a sceptic as well... Plus, no engine lathe needed.......Filing/sanding that taper by hand will definitely take longer than recycling some perfectly acceptable plastic.
-
There are videos on YouTube which show how to melt down and recycle milk jugs into a mallet head in a toaster oven looked like it worked and couldn't be cheaper. Will post link later
-
"quick Lock Buckle"? - Need Help There Please
TinkerTailor replied to Aurelie's topic in Saddle and Tack Accessory Items
Whatever dude, you win then... -
"quick Lock Buckle"? - Need Help There Please
TinkerTailor replied to Aurelie's topic in Saddle and Tack Accessory Items
True, I obviously missed that portion of your post. However, I still don't see where you suggested that he could have them plated silver or brass. I recall that i suggested it could be done with a hacksaw and a drill whereas you meantioned a rotary tool. I also added the fact that mcmaster also has many other things of interest in regards to hardware and tool making to the discussion. In addition, i linked to the page where the rectangular tubing is because the part he is making is not a square it is a rectangle. If you want to nit-pick.we can go there....or we can just be friendly. Its not all about who's idea it is, It is about SHARING information.