CampbellRandall
-
Posts
138 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by CampbellRandall
-
Skiving machine with no scrap deflector
CampbellRandall replied to DanishMan's topic in Leather Machinery
5 or 6 mm would be about right for the tool, if the center had threads. Might be that the old ejector was damaged and separated from the bell. Could you post a picture of the shaft center? -
Skiving machine with no scrap deflector
CampbellRandall replied to DanishMan's topic in Leather Machinery
The smooth center hole is to receive the ejector. Ejector has a threaded hole, used to install and position it with a tool https://campbell-randall.com/product/fav-322-scrap-ejector-press-fit -
Have you used an oil stone to deburr the inside of the blade edge?
-
Opinions On Fratelli Skiving Machine
CampbellRandall replied to simontuntelder's topic in Leather Sewing Machines
Singermania - I'm not trying to be an elitist or cause contention. I was simply stating that the only parts directly interchangeable are the feet and feed stones, as you noted. The mechanics on the Asian skivers are different and not interchangeable with Fortuna. The Asian skivers also have different feed system than the Fortuna / FAV machines (independent clutch or variable speed from the knife). From a distance a KIA might look like a BWM, but that does not make them the same. The Asian machines are a fine solution for many people - our customers are mostly high production / high demand industries so we have different needs. No insult intended. -
Opinions On Fratelli Skiving Machine
CampbellRandall replied to simontuntelder's topic in Leather Sewing Machines
The only parts that remain somewhat interchangeable in the skiving world are blades and accessories (feet, feed wheels etc). Grind stones, belts, general replacement parts differ across the brands.The Asian skivers, in my opinion, are copies of copies - more imitations than clones. FAV follows the Fortuna design (the industry benchmark) better than any other machine on the market. FAV is still made in Italy, 60 years under the same family, with most parts directly interchangeable with the classic Fortuna skivers (current generation Fortunas are on a different platform). We sell and support both FAV and Fortuna brands. Fortuna is a fantastic machine, but few can afford the new cost. FAV is a strong contender in factory production and a good value. -
Opinions On Fratelli Skiving Machine
CampbellRandall replied to simontuntelder's topic in Leather Sewing Machines
FAV makes an excellent machine. Here is a basic overview of a bottom feed machine. -
Dummy Bullets
CampbellRandall replied to AEMcClain's topic in Gun Holsters, Rifle Slings and Knife Sheathes
You can also buy inexpensive practice dummies... http://www.brownells.com/gunsmith-tools-supplies/general-gunsmith-tools/cartridge-dummies/45-gap-orange-qty-10-sku729000088-9923-49140.aspx?cm_mmc=cse-_-Itwine-_-shoppingpla-_-Saf-T-Trainers Dummy Rounds&gdffi=4c10f1ff40354714b834b0032f76348a&gdfms=D82C7AFA39224BEFA8355269C114381C -
I agree. Most the machines we sell have a feed system independent of the knife because they do a much better job when trying to control the work. The basic machines can be adapted to use more than one motor, but it can get messy fitting the table with all the extra slots, belts and motors. The OEM machines are already designed for multi-motor setups.
-
Yes - we are a stocking distributor for Fortuna and other original machine manufacturers. Sounds like this could be an AV/AS320?
-
As Trox explained, there's a wide variety of options with OEM European skiving machines. The Fortuna 50S includes a mechanical clutch in the head, allowing the knife to operate as high speed, and the clutch controlling the feed independently. The Fortuna V50S is the basic models designed to use a clutch motor. The knife and feed are connected into one drive, so as you slow the feed, the knife slows, reducing the cut quality We also sell the Italian made FAV skivers, available in a variety of systems. The Asian skivers offer only the most basic feed system. Nippy was one of the original companies to copy "build a machine inspired by" an old Fortuna design (later copied by the Chinese). You will find the only parts compatible with a Fortuna are the knives, feet and feed wheels. Everything else is different. Your local vendor would have to be creative in mounting the motors, because there is simply not enough room to put everything under the table using generic motors. You either need a mechanical clutch system (only found on the OEM machines) or a small gear head motor with a modified machine head.
-
Sewing With An Electrically Heated Inner Presser Foot !?
CampbellRandall replied to Uwe's topic in Leather Sewing Machines
Totally - veg tan is normally the only leather that responds well to cold pressure. Heated tools can "iron" in the impression better, and also leave better contrast with the burn. -
Sewing With An Electrically Heated Inner Presser Foot !?
CampbellRandall replied to Uwe's topic in Leather Sewing Machines
This is actually a perforation machine, not a sewing machine (notice the brass punch pad on the base) Their contribution is a heated punch head for decorative marking. We stock this model in the US... Model RP -
Sewing With An Electrically Heated Inner Presser Foot !?
CampbellRandall replied to Uwe's topic in Leather Sewing Machines
Like BigMatt said, this is strictly for decorative stitching, invented for a different look but no real function Kind of like the old harness feet with overstitch points, but coarser and with heat. Here is a close up where you can see the heater cartridge inserted into the side of the foot and the dark indentions around the stitch hole. -
How Do You Measure The Square Footage Of A Cow Hide?
CampbellRandall replied to leathervan's topic in All About Leather
If you are doing this to estimate cost for a project, my dad had a simple method. Weigh the hide when it comes in, then divide the total cost by the lb/kg (tag the hide for future reference) After cutting your parts, throw them on the scale... x cost per weight = easy math. -
Anyone Know Where To Get These Tweezers For Dyeing?
CampbellRandall replied to bylinesupplyco's topic in How Do I Do That?
CBMC DANDY DAUBER http://www.campbell-randall.com/shop/index.php?route=product/product&filter_name=dandy&product_id=171 -
Where Can I Buy Needles Online?
CampbellRandall replied to RoosterShooter's topic in Leather Sewing Machines
JREESER1 - We discovered a problem with our website link to store inventory. All should be updating now. If you see any other issues, please let me know... thanks for checking the website! -
Your process is the problem. Don't approach edge paint with the same technique as you would for burnishing raw veg-tan leather. If you are using saddle soap, waxes, oils, or gum, this will not only seal the pores of the leather (which will not give the paint something to hold onto), but the oils and waxes will repel the water based paint. Alcohol and oil dyes are designed to penetrate. Edge paints are designed to cover. With this in mind, I have found the best process would be... STEP 1 - Base CoatYou need to build up a smooth sealed surface, so the first step would be apply the primer (AR6250) or color coat to the raw leather edge and let it dry. Think of this as a primer coat on a car paint job. STEP 2 - Burnish / Smooth the Edge (i.e. sanding the primer)You can use a burnishing machine (or sand by hand with fine paper) or hot glazing process, depending on the type of leather. Burnishing is recommended for firm leathers such as veg tan, while hot glazing (with hot irons) is better for soft leathers like chrome tan. STEP 3 - Color CoatBuild up your layers, paint & burnish until you are happy with the finish. FINAL STEPApply a final color layer and let dry - or - Use the AR6350P or UW series clear coat to seal if desired Our company imports and distributes Fenice Edge paints (since 2006) as well as the machines for factory use. We have a wider variety of colors and options than Tandy, and our prices are even better. Since we haven't been advertising on the site I try not to jump in with self promotions. With interest in this paint picking up maybe its time I get in touch Johanna.
-
Sharpening A Campbell-Randall Skiver Blade
CampbellRandall replied to LeatherWerks's topic in How Do I Do That?
Steve: Before using a stone, I would recommend stropping (honing) the blade. Here is a video for the process. http://www.youtube.com/watch?v=A_bojbbWSmo&feature=youtu.be This would be better for normal edge maintenance. - Dan Naegle -
Barbour's is now owned by Coats, which is an international company "with manufacturing plants in over 70 locations and sales and distribution in many more." Original Barbour's used Irish linen, but the plant closed in 2006 (LINK). Current production is multi-national from harvesting the flax to finished thread. The "Red Hand" is a North American trademark, sold SOFT (untreated). This is what we get from Coats today, in the same red box but made in USA. Coats also offers "Yellow Label", but I have not seen it offered in North America. I assume this is common in Europe. CURRENT BROCHURE Old Barbour's History
-
Which Machines Need A Sytem 1001 Needle?
CampbellRandall replied to Constabulary's topic in Leather Sewing Machines
Singer 7P, 7SS & 8 classes used a curved needle... I would assume he meant the Singer 7B -
Which Machines Need A Sytem 1001 Needle?
CampbellRandall replied to Constabulary's topic in Leather Sewing Machines
1000H system measures 73 mm from the top of the eye to the back of the shank, with 2.5 mm dia shank for Singer 7B, Seiko SLH, Adler 120-17 or -37.... 1001 system measures ??? don't know. It's so old it's not in my charts for all other Adler 120 series 331 system measures 82.5 mm from the top of the eye to the back of the shank, with 2.3+ mm dia shank for Pearson, Landis 1 etc... now obsolete -
What Is This Tool Called, And Where Do I Find It?
CampbellRandall replied to conceptdiba's topic in Leatherwork Conversation
I just came across this message. Unfortunately I could not find your email request, so I'm afraid it didn't make or it was filtered. Please send your inquiry to Dan (AT) campbell-randall.com and I'll respond immediately. -
Thread Options For A Campbell-Bostitch Machine
CampbellRandall replied to rmr's topic in Leather Sewing Machines
Needle and awl machines were developed long before synthetic threads (pre WWII) and therefore were originally used with natural threads like cotton or linen. Natural fiber threads should be waxed using the machine wax pot, but they should never be ordered pre-waxed if intended for use in any machine - that creates a mess and more problems. The quality of the thread is also important for consistent stitches. Nylon is more common, as it's slightly cheaper, but a good polyester is preferred in needle and awl machines. Its not so much the feel of the the thread but the stretch. If you were to pull on a few feet of both nylon and polyester, you'll find the nylon stretches much more. This will cause problems in heavy stitchers. The needle and awl machines pull much tighter stitches than modern single needles (a thread break system vs tension disks), and the stretch eventually causes backlash and twists that will result in skipped stitches, knots and breaks. Nylon also retains its shape more the polyester, so as you get to the bottom of the spool, this problem is magnified as the coils feed through the machine. This is why we developed a side feed thread rack fro the Campbell. Also important to note, always use left twist threads in straight needle machines, both single needle and needle & awl versions. Right twist is primarily for curved needle (shoe) machines. Braided thread will work in any machine. -
Any Campbell Keystone Splitter Owners?
CampbellRandall replied to reddevil76's topic in Leather Tools
I would recommend moving the blade back a hair. You can use the the alignment groove - simply roll the groove to top center, then slightly back. Push the roll up to the blade and lock the blade in position parallel with the groove. The offset will allow you to bite into the material better. It sounds as like a little bit of honing is all you need. These large splits are not the easiest as it is pushing the limits of the machine. Thank you for bringing the condition to my attention. We will have a discussion about this with both the shop and shipping department. Let me know if we can help with anything else. -
Any Campbell Keystone Splitter Owners?
CampbellRandall replied to reddevil76's topic in Leather Tools
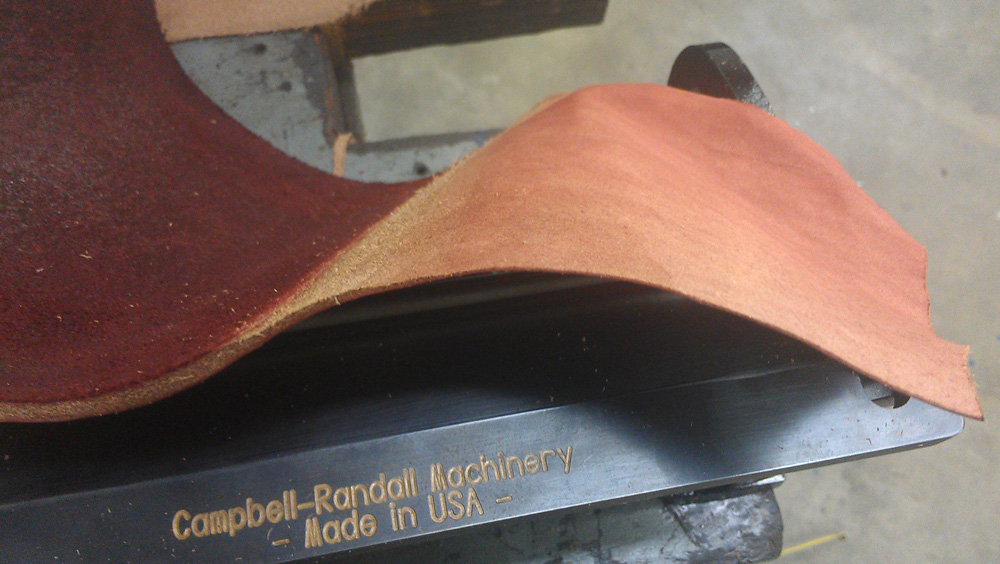
Pull through machines are widely used for strap work. The blade size does not always equate to splitting potential as this is contingent more on the firmness of the leather as well as the strength and steady hand of the operator. It will take a great deal of force to pull 7" of leather through any machine. We have continued to make the Keystone with the 8" blade as they have been made for over 100 years, with the main purpose being the user can continue to work across new sections of the blade as it dulls without the need to remove and sharpen as often. You can split wide pieces, but be prepared to constantly hone the blade edge and increase your forearm strength. Parts of this size should really be split in a power splitter, but not everyone can afford such a machine. Please consider that workmanship and quality of the materials can take you so far, but we are fighting the physics and pressure of a large split. It is hard to do on a manually pulled machine. In regards to the blade position, I would recommend pulling the blade back off center (toward the pull side) to allow a better bite. You will also need to take the large pieces in multiple passes. For the example below, I split a piece of 10 oz to 1.5 oz (4 to .06 mm). The leather width varied from the full 8" down to 7". It was not easy and I had to take 4 splits. I used the sister to your machine, which was built by the same person and the same day as yours, with the same blade edge. We do take pride in our work. Customer satisfaction is important which is why we offer a 30-day return policy. If the machine will not work for your needs, we will take it back.