



GerryR
-
Posts
176 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by GerryR
-
It turned out that the stroke of the hand grip was perfect for the stroke of the Enduro drive speed control arm.
-
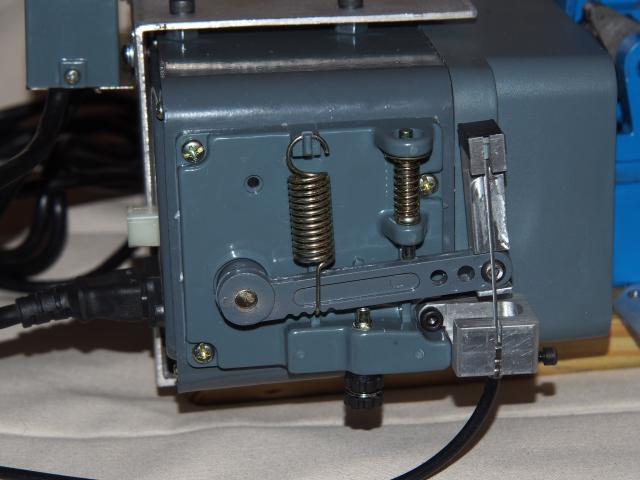
I put this together for a project I started for a Chinese patcher. Probably nothing new, but it makes for a nice portable unit not having to have to setup on a bench and use the provided rods. I used a bicycle handbrake and cable and made the adapters for the Enduro side and fabricated the foot pedal. Works pretty well. I thought it might give others some ideas.


-
I don't know anything about the machine, but for what you are sewing, the 550W would be fine. However, having said that, there isn't much difference in price between the 550 and 750 models, so if you can afford the difference, go to the 750W model. You can also add a speed reducer to the unit and get along fine with the 550.
-
The idea of using the VFD is the clutch motor will no longer be on all the time but will be under control of the VFD via the foot pedal. You just lock the clutch on and when you use the foot pedal the motor will run at the speed based upon the position of the foot pedal.
-
I can't comment on the individual machines, but can make a suggestion concerning the 3-phase clutch motors. There are a multitude of variable frequency drives (VFD) that run from single phase input power to produce 3-phase motor output power and are relatively inexpensive (<$100.00USD). You can use one of these to get variable speed from the existing clutch motor by simply engaging the clutch permanently and use the VFD to vary the speed. I just built a system and purchased a TIG welder foot pedal, which has a potentiometer inside (for $20.00 USD), to vary the VFD output to the motor. The VFD I bought on Ebay for $30.00 and is good for up to a 1hp motor. So for $50.00 or so, you could drive the existing 3-phase clutch motors and not have to spend money for a servo drive and whatever changes would be required to mount the new servo system. Just an option that could possibly save time and money.
-
There would be definite and obvious scrape marks on those components, but it does bring up a point about the bearing slipping in the bore. Loctite makes a product that you can put on the bearing OD so when put into the housing bore, it will prevent it from slipping in the bore. The same can be used on the shaft-to-inner-bore interface, but you should be able to tell by the fit, when assembling, whether it is needed or not. Just something to keep in mind.
-
I wasn't suggesting that the flash was causing the problem, but seeing that you had it apart, you might as well clean it up. Also, you might want to just replace the bearings as they are not very expensive and are probably stock items at McMaster-Carr Supply. Another issue is that the rotor itself may be out of balance; from the rough machining that was done, it is a distinct possibility. (I guess we know why a lot of the cheaper import stuff is less expensive; hit-and-miss on quality.)
-
The circled part in photo #2 shouldn't be touching anything on the bearing. The bearing sits in the machine bore in that housing. If I was into the motor that far, I would remove that flash (lower circled part in photo #2) with a cutter of file. Check the bearings while the rotor is out of the housing; they should be smooth as butter while applying some pressure on them as you rotate them. If they feel "gritty" or there seems to be a "bump" while rotating, then it is a bearing problem, otherwise they are good to go. The rough spot on the rotor shaft, top circled part in photo #2, isn't touching anything and should be of no concern. Just my $0.02
-
A pot and a switch. The switch initiates the arc, and the pot regulates the welding current. The pot can be used directly for the Pfaff machines with the built-in speed control electronics (minor mod), like the 1200 series, or you can install a triac motor speed control and use the pot to control the triac output. Many options!
-
It really isn't that big an issue. I have a Pfaff 1221 machine that I refurbished; it came without a foot pedal. For ~$30.00 I bought a used Tig welder foot pedal (I have a TIG welder, so knew how they were made) which has a pot and a microswitch inside; the Pfaff requires a pot, but I also used the switch to my advantage. The VFD's require a pot. It was very easy to convert to run the Pfaff, and it is way more substantial than the plastic junk that passes for foot pedals these days. I only offer these suggestions so others realize that there are options; you don't always have to follow the "party lines."
-
Not trying to belabor an issue, (and I don't have any financial interest in 3-ph AC VFD's), but this is where 3-ph VFD's / motors excel over other systems. You can set accell / decell speeds in Hz-per-seconds or some systems use time-in-seconds up to your programmed or foot pedal top speed. One Hz per second would be a very long accelleration time. Just something to think about. On the system Gump is talking about, your foot would control the accelleration time from a very slow start, so either method should do what you want.
-
So, with a 5:1 reducer you would have 30 stitches per minute, or 1 every 2 seconds, as your slowest speed: am I interpreting this correctly? If so, there should be plenty of starting torque to pierce most any thickness of leather.
-
Is that motor shaft speed or gear reducer output speed?
-
From what I could find on their website, it states that the "Workhorse Servo Motor (110V) should not be used with heavyweight balance wheels," so pretty sure it's an inertia problem. Going down to the 45-50mm pulley gives you a slower speed and higher torque advantage over the 60mm, which I believe is in the direction where you were headed (?).
-
When you say "smaller," from what diameter to what diameter. In general, if the pulley it is driving remains the same, it would lower the speed and increase the torque, so there shouldn't be any problems.
-
Being a DC motor, you would get that effect. With a VFD you would not. One thing I didn't mention about using a 3-ph motor with a VFD is that the motor has to be an "inverter duty" motor to tolerate the slow speeds (low frequencies) They are more robust and can handle the extra heat generated not having the cooling fan running at full speed. I expect that using a needle positioner / sensor would have the same effect, one stitch per tap of the pedal. The advantage of the DC servo over the AC system would probably be in the motor size. DC motors generally get more power in a smaller package size. The AC system is just another option to think about.
-
The same would be true with the VFD and 3-ph motor. I used a 5:1 gear reduction motor giving a max output speed of 345 rpm, so you could vary the top speed down from there through the VFD setup. As you stated, ramp up is as slow as you can ease the pedal down. (I wouldn't try threading a needle while it was moving! )
-
You might want to consider a 3-phase AC motor with a variable frequency drive (VFD). They are at rest (0 rpm) and go to whatever frequency in their max spec. Under line frequency (60 hz) they are in constant torque mode and above line frequency, they are in constant horse power mode. A simple pot varies the speed (think TIG welder's foot pedal). I used one for an old singer 153W103 machine that I had. The 3-phase controller runs off 1-phase power (does the 3-phase conversion internally) and was less than $200.00 at the time. I had the 3-phase motor from an automation project I was involved with; It was 1 hp, way overkill for the sewing machine, but the price was right. You can get fractional hp 3-phase motors reasonble priced, so I would expect you could do what you want for way less than $500.00 and make the ramp-up speed whatever your foot can control. Just another approach you might want to consider. Here's an example for $151.00 for a unit that will handle up to a 1 hp motor off of 120VAC 1-ph input. Many options available. https://www.automationdirect.com/adc/shopping/catalog/drives_-a-_soft_starters/ac_variable_frequency_drives_(vfd)/micro_vfds/gs11n-11p0?gclid=CjwKCAjwmbqoBhAgEiwACIjzEPTZASfk6Z5gjXMFhUpfdFMd8IOdoPKZY2FSaUI4c0NeXNRC6rN19xoCR9AQAvD_BwE
-
If the loops are top thread loops, then I believe it is caused by the takeup lever, whether timing or not being threaded properly. Just a guess but I have had similar problems on regular sewing machines.
-
Servo motor install on brother machine
GerryR replied to rivercityleather's topic in Leather Sewing Machines
I used an AC variable frequency drive on a Singer 153 that I had and was quite happy with it. The drive ran a 1 hp 3 phase motor (definitely overkill) and you could make the needle crawl, so you could stop the needle anywhere and didn't need a positioner. When running an AC drive at slow speed (lower than line frequency) it runs in "constant torque" mode, so there is plenty of drive to penetrate thicker materials (over line frequency, it runs in constant hp mode). DC drives tend to run at much higher RPMs, and there torque curves are different than AC drives. I think that is why people use speed reducers, to get the motor to a more acceptable RPM-torque level and get more range from the foot pedal. I personally prefer the AC Variable Frequency Drive (VFD) over the DC drives that I have used, but your mileage may vary. It might be worth a look at though. One other point: AC VFDs can run off single phase power, but put out 3 phase power for 3-phase motors. -
For thinner leather, I would temporarily stick the leather to a piece of cardboard to stiffen it for cutting. I have a bench-mounted scroll saw and a band saw. Thinner materials always benefit from a stiffer backing, especially on the scroll saw, where the blade is reciprocating..
-
You can use a standard 3 phase AC motor (1725 rpm) with a 5 to 1 gear reducer attached and use a VFD (variable speed drive) for speed control. The VFD only requires single phase input (220, 1ph input VFD's are readily available) and generates the three phase output for the motor. This gives zero to 345 rpm, and depending on the output pulley diameter ratio to the pulley on your machine, can be reduced even further. The VFD's provide constant torque to the rated motor rpm, so there is no issue with being able to sew the thickness you require with a 1/2 to 3/4 hp motor. (I am actually using a 1 hp motor that I had.) Foot pedal control can be obtained by using a TIG welder foot pedal, which can be had from Ebay; the motor and speed reducer can be had from Ebay, as well. Of course you need to have someone around that is comfortable making the setup, but I like it as well as the DC servo's available. I just thought I would mention another option
-
How Do We Like Sewline Sewing Machines?
GerryR replied to The Mean Tambourine's topic in Leather Sewing Machines
I don't have a leather sewing machine from Sew Line, but I did purchase a portable blind-hemmer from them. It is the same exact machine as a Consew and a couple of other makers, just with a Sew Line label on it, and at quite a reduced price from the other brands. It came in the factory box, was lubed and worked out of the box with no issues. It had a sew-off sample still mounted on the machine when I received it. So, I expect that the machine you are looking at is the same as several other brand name machines, with the Sew Line label on it. The Sew Line people were easy to deal with. As I do my own setup and maintenance, that would not be an issue for me. ymmv. I wouldn't hesitate to buy from them, as I think there machines are the same as many other brands and at a savings. I will add that if you do not do your own setup and maintenance, the difference in price you are talking about for the Cowboy would be worth the support you would get, if needed. -
Can Anyone Advise On A Singer 153 Cylinder Arm Please
GerryR replied to shadowryder's topic in Leather Sewing Machines
I have a 153W103 and can sew 207 top, 138 bottom. No strain at all, and found it can handle a #25 needle, though I mostly use a #24 with 207 thread. An additional spring in the tensioner helps in pulling the bottom thread up, and when sewing the thicker stuff (5/16"), the #25 needle helps a little more. Parts are fairly easy to come by as I have picked up several extras to have on hand, hook assembly gears, etc. I use a gear reducer and a VFD (variable frequency drive) for speed control for a 1HP motor, which I topped off at about 300 SPM. I don't think you will go wrong with the 153. -
I assume it is easier if the snake is dead ? Interesting about the descaling, but how is the skin tanned? Just curious.