gottaknow
-
Posts
941 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by gottaknow
-
Once you get the stop set to ensure the thread is still taught as the needle enters the material, the torsion of the spring should corespond with the needle thread tension. The tighter your needle tension, the more check spring torsion. Sometimes you can find a happy place and it will accommodate different tensions. I don't set my hook timing to make the check spring happy, I set it to compliment the hook timing and thread tension required to make the best stitch possible. I always encourage people to experiment with check spring setting to see the cause and effects. Regards, Eric
-

Need parts for Singer 153W103 Cylinder Arm
gottaknow replied to Ian1783's topic in Leather Sewing Machines
I've never looked around the site to see if it exists, but I used to belong to a site where all the sponsors were on the same page for one click shopping. It was handy. Regards, Eric -
Efka Variostop 3-Phase motor spins backwards
gottaknow replied to Uwe's topic in Leather Sewing Machines
Reverse any two of the hot leads. The customer will have to do the same. Regards, Eric -
The Highlead zig-zag was supposed to be a high speed garment machine, and was advertised as such. I had pretty low expectations, but still had to put a smaller pulley on it to slow it down. I even had to slow it down more with the control box. The needle bar bushing had so much play in it, it's a wonder it worked at all. The overall build quality was honestly the worst I'd ever seen in a new machine. When my new Juki arrived, it took off from day one at high speed and I never had to fuss with it. Huge difference. Hopefully some of their other machines for slow speed leather sewing are ok. It was also half the price of the Juki, so there's that. My dealer had warned me, but I was in dire need of the machine, so it did buy me some time until my Juki arrived. In our leather factory in Seattle, we buy Juki's and Adlers primarily. Regards, Eric
-
I would try a size 110/18 needle. Waxed canvas doesn't "heal" around the needle hole very well, making it appear that you're using a much bigger needle. Yeah, purists will tell you that is the incorrect needle size for that thread. I threw those rules out about 30 years ago. The proper size needle is the one that works for your given condition. Adjust your bobbin tension so it has just a bit of resistance when pulled, then tighten your needle tension a little at a time. You may also need to adjust the check spring. I would also tighten and or loosen your check spring pressure. Don't be afraid to try things not considered standard. We sew a ton of waxed canvas and usually end up with smaller needles than one would think. Have fun! Regards, Eric
-
What size needle are you using?
-
Need parts for Singer 153W103 Cylinder Arm
gottaknow replied to Ian1783's topic in Leather Sewing Machines
That part that's broke in half is actually #240500 - thread release guide. The #203576 is fine, though it looks stupid. The other parts you list are still available from my supplier. I am not in the parts business, the parts I have in stock, I stock for my 153's I use in production here at the factory. Again, if one of our sponsors has them available that would be best since they help pay for this site. If they can't help you, I'll give you the name and number of the supplier I use to buy 90% of my parts from. Let's give it a bit of time for them to respond. Regards, Eric -
Need parts for Singer 153W103 Cylinder Arm
gottaknow replied to Ian1783's topic in Leather Sewing Machines
I stock both parts, #240607 and #240688 for my 153's. Perhaps a sponsor has these available. If not, I can give you the contact information for my supplier. Regards, Eric -
Got it! In other words, he just needs to be old like us with our combined years of experience. That would be a good starting point. In all seriousness, I think your pinned thread on leather machines is outstanding. Regards, Eric
-
I've read this thread 27 times and still don't understand THE question.
-
In the "for what it's worth" category, I purchased a Highlead 3 step zigzag machine to fill a void until my Juki arrived. It lasted 3 months in a factory setting. Worst machine I've ever seen for worksmanship. Nearly every major bushing had play in it right from the start. Not sure if it was a lemon, but I scrapped the machine as soon as my Juki arrived. Regards, Eric
-
Your machine just isn't set properly. A good mechanic should be able to dial it in for you with little issue. That being said, not all mechanics are created equal. I'd keep looking for a good one, and don't pay if it isn't fixed. Best of luck. Regards, Eric
-
The eccentric is the oblong cam that makes the feed dogs rise and fall.
-
Unfortunately, the stitch length mechanism on the 153's was not a bright spot for Singer. Yours appears to have been set to zero, and then the pot metal threads broke. They almost all fail at some point. There's a fairly simple work around under the cover plate on the top of the machine, near the hand wheel. You'll see some small hex head bolts that hold the eccentrics together. Loosen those up and you can manually adjust the stitch length. A little trial and error will restore your stitch length. After that, as Floyd indicated you'll need to balance out your presser feet motion. You can do this according to the manual which if you don't have one, you can download it. I think you'll find that after you balance you presser feet, you feed dog height will be restored. From your video, the feed cam is moving normal. I wouldn't adjust any thing until you set the stitch length under the cover plate and adjust your feet motion. These are great machines if it weren't for the design flaw of the stitch length adjustment. I use several for binding. The video shows the cover plate near the end of it. Have fun! Regards, Eric
-
Help with setting up Mitsubishi servo motor
gottaknow replied to Mariohanel's topic in Leather Sewing Machines
Maybe they're the same guys!!! -
Help with setting up Mitsubishi servo motor
gottaknow replied to Mariohanel's topic in Leather Sewing Machines
Dunlap Sunbrand International Electronic Repair Center 214 Westwood Street Glasgow, KY 42141 (270) 651-5626 I've been using these guys for 30 some years. Still the best. Regards, Eric -
Lol Gregg. I've seen that, sheik. I use the copper tubing because I have miles of it. Regards, Eric
-
I use air needle coolers on my feed off the arm felling machines, (Union Special 35800's), certain bar tack machines, and anytime silicone isn't enough. I make my own by flattening the ends of 1/8" copper tubing. Easy to shape and solder as needed. I do have air line ran through out the factory. It takes a mere 10-15 psi of air through a tiny orifice to create significant cooling, no atomized mist required. My compressor is a Quincy 15 hp which gives me about 35 cfm at 90 psi. I have zero moisture in my system thanks to a refrigerated dryer and two 80 gallon tanks. It's amazing how much heat sewing 4 layers of 26 oz. wool generates. Regards, Eric
-
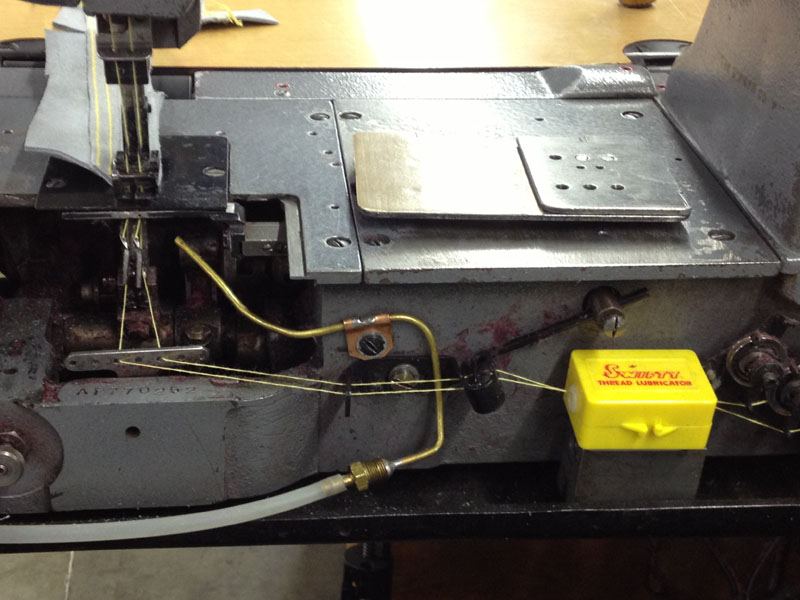
If you're getting smoke, you are melting the webbing. Nylon webbing that has been melted during the sewing process become harder and can abrade the thread make for a weaker seam. The thread also sustains damage which weakens it. We use webbing on a lot of our products. If I see smoke, I set up lube reservoirs. If I'm using poly/cotton thread, I soak the needle threads in silicone. If I'm using bonded nylon, I run the needle thread through an inline dip. The easiest ones to use are a small plastic box with thick felt pads inside. You fill it with silicone and as the needle thread passes through, it coats the thread right before it's sewn. Bonded nylon doesn't absorb the silicone if you soak the cone. It just needs to be coated and the thread path lubricators work fine. Here's one, (yellow box) installed on a chainstitch machine. We were making leather welding jackets using Kevlar thread. These small boxes are nice because they have magnets that hold the on the machine without drilling holes. You can also see my air cooler I made to further lower the heat I use an air switch connected to the treadle so it only blows air while you're sewing Regards, Eric

-
I actually enjoy the challenges of chain stitch machines. Aside from preventing thread breaks, the silicone helps the stitch stay consistent, minimizing skipped stitches. If you've ever had a random thread break on a pair of jeans, it was most likely where an operator stopped and started. The thread melted a bit and made a weak spot. The thread lube mitigates thread damage when stopping. In the old days before silicone, vegetable oil was used on denim. I've heard it would go rancid. Regards, Eric
-
I use thread lube on chainstitch feed of the arm machines. I currently have the Union Special 35800's we use for false-felling 26 oz. wool. I use it to help with the needle heat. I also have needle coolers. Thread lube will make thread tighter as it runs through the tension disks (seems weird) but it does. It also makes a mess. On leather, it seems you'd want to use wax to avoid staining. On the wool, the silicone doesn't stain. It does tend to stain on woven fabric in lighter colors. When we sewed Levi's, we lubed all needle threads on chainstitch machines, flatbed and feed off the arm. We actually soaked it overnight. I don't use any lube on lockstitch machines, or the loopers on chainstitch machines. If a machine isn't set properly, thread lube won't fix anything. I can see that selling it to a customer without you being able to see how the machine is adjusted would make for some unhappy customers. Interesting thought. Regards, Eric
-
I have several of the 153K103's that we mainly use for binding waxed canvas bags and work aprons. Their two main issues are the stitch length mechanism, (horrible design) and the rather small gears that drive the hook. There can be a lot of slop in the gears which causes the hook timing to retard and advance depending on the speed. I keep them well oiled and we run them at full speed. There is a work around adjustment to change the stitch length. The small bobbins are a pain, but we use T60 thread, so it's a non issue. They do have a safety clutch and there's several parts that interchange with the 211's. Regards, Eric
-
If it was right twist thread, the thread would be unraveling and the hook would be grabbing an individual strand and breaking it at the hook. Regards, Eric
-
In manufacturing we call this "pig-tailing" and it usually an indication of poor quality or old thread. The most common causes are improper tensioning of the individual strands that comprise the thread. In other words, the tighter strand pulls the looser strands uneven, causing it to pigtail. Another cause is the thread is wound too tightly on the cone. When it comes off the cone, the tension is released and it snaps back like a rubber band. Lastly, lack of finish/sizing or being old will contribute as well. The goal when using thread like this is to have the pig tailing occur close to the cone, then start controlling it with thread guides. If a pigtail goes through the tension disk, it will create real problems. Since heavy thread requires more tension anyway, get creative with adding additional guides where you can give the thread a chance to relax a bit as it travels. I use hollow tubing, usually 1/8" copper, flared on both ends and then mounted somewhere. This is a big problem in a factory that I deal with daily. Expensive thread tends to have better quality control, so less issues...usually. Good luck! Regards, Eric
-
Juki lu-562 drilling holes for attachments
gottaknow replied to jshep's topic in Leather Sewing Machines
That mounting system is meant for a machine with a horizontal hook, not a vertical hook (like your 562). You can mount it on the cover plate. I do folder work everyday, and when I don't have the correct mount I place the folder where it should line up, and see what options you have. Dont be afraid to mount it on the plate using at least 2 screws. I'd use a bigger screw, leave yourself plenty of adjustment and make sure your screws don't extend below the plate. Dremel them flat and smooth or they could interfere with your needle thread as it travels around the bobbin basket. There's also an adapter that mounts to the front of your flatbed, but I'd try the cover plate first. Have fun. Regards, Eric