



RockyAussie
-
Posts
3,265 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Blogs
Gallery
Store
Everything posted by RockyAussie
-
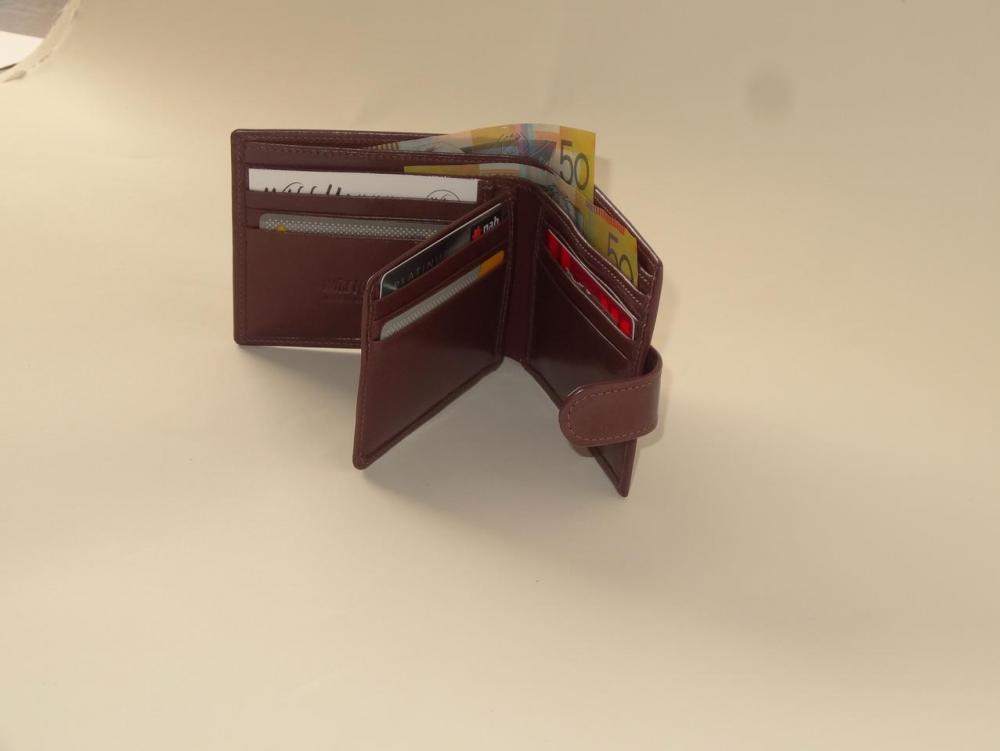
 Excellent planning and execution so far The lining looks maybe a smidgeon short perhaps. The credit card pockets are edged and ironed in to perfection and that is worth noting on those inner corners which would have been quite tricky.
Excellent planning and execution so far The lining looks maybe a smidgeon short perhaps. The credit card pockets are edged and ironed in to perfection and that is worth noting on those inner corners which would have been quite tricky. -
I think that we are taking away from the OP's post here somewhat and if you like, we could continue this further in the private message part on LW. Hermes own a lot of different companies and these companies do a lot of other products than what you see the Hermes brand on. What they use from these companies is hard to say for sure but I know awhile back there was a lot of pressure put on getting veg tanning due to a whole bunch of restrictions in Europe regarding chrome tanning. This is not an issue in all countries however. PM me if you want. Regards Brian
-
Could you show me where you have seen that? If they claim to be a supplier I am amazed that they would make that claim as any supplier to them has to sign a contract that forbids them in any way disclosing that sort of information. They would be gaining a financial benefit by doing so.
-
Most of the croc skin around is done part chrome tan and part veg. What I said is all of the croc skin used by Hermes is supposed to be veg tanned. I did not read that I was told by someone who should know. I myself don't like the French tanned croc veg so much and way prefer the skins tanned in Singapore (Chek Hong) which are not but if you know something I should know please elaborate.
-
Yes all of the croc skin and Alligator skins used by Hermes is supposed to be Veg tanned and doing a small intricate job like that you would want to be able to wet mould it. This almost cuts out glazed skin for the job but that can also be done at the expense of not getting as much of the glazed finish back after the job is finished. You can get a very high shine which I tend to like better anyway. I have only ever done a couple of jobs where I have had to resort to wet moulding the croc and although they turned out fine I would rather take the easier way where possible. I don't think I have ever used so much croc on a job as they do there I must add.
-
I only ever mould the veg part first then contact glue the exotic into place after then go on to put the parts together..


-
Sounds like a bargain. Just about any machine can have trouble with multiple layers depending on how they are stacked and held together and so on. For example depending on the work and the desired quality of the finished job multiple layers that go from thick to thin to thick etc means that the thread tension really needs to sometimes be tighter and looser as well and that can be an issue for sure. It would help if you could show a picture of the type of work you want to do with it I think. I find this machine good for a lot of things but the height of the post is not high enough for tall bags of some types and things like that need to be be considered. The needle positioner and presser foot lift would be very useful to have with multiple layers for sure.
-
Excellent innovation there @Gulrok and thanks for sharing.
-
Press Plate Embossing Plate Maker?
RockyAussie replied to whitakermk's topic in Leatherwork Conversation
I tried a few different things along that line and found that the heat generated as the mix goes hard managed to soften/melt and pull it up in most cases. The mould release spray helps but I never found a perfect answer to that part of it. Problem is the more you put on the more detail gets lost so I just accepted that it was a 1 time master. Let me know if you find a better solution. -
It can go up to 7mm ok but that is not common in my use. I looked up to find a bit on the sub classes and found some info on this site - http://www2.duerkopp-adler.com/export/sites/duerkoppadler/commons/download/public/268/B_268_EN.pdf My sub class is 268 - VG-3-S and if you look in the pdf file you can see that the 268 - FA -3-S is very similar except that mine is limited to a 4.5mm stitch length and yours can go to 6mm stitch length. NOTE: both of these versions only have a needle range going from 18/110 to 22/140 and that means that the biggest thread would be 138 (20m). I will attach a couple of pictures for you where I am sewing some stiff veg at around 7mm with a 110 needle which is all I have here at the moment I think.




-
I would be surprised if that punch design would ever work very well myself. Even so I recommend that you polish the crap out of the cutting edge area with some tripoli polish and a rag wheel if you have one. doing this operation by hand is never easy and following the advice that @Dwight gave is good. I would invest in a higher quality oval punch or at least one that does not have a check out for the waste on the long side like that. Some punches like in this fella's page are pretty good if you can get them.https://www.dovesaddles.co.nz/Hand_Tools.php or these http://www.leprevo.co.uk/photos/English-crew.htm Note how they are all polished and smooth.
-
Press Plate Embossing Plate Maker?
RockyAussie replied to whitakermk's topic in Leatherwork Conversation
You're welcome.....dont forget to think about the registration points as well. -
For a leather point I think you need a 135x16 LR or TRI like in this https://www.schmetzneedles.com/item/135X16-DIA-Needle-System-100064
-
Press Plate Embossing Plate Maker?
RockyAussie replied to whitakermk's topic in Leatherwork Conversation
If it is the same stuff I used I would say it may be your mixture ratio. I did one plate for a cowboy boot cigarette lighter holder and I did thousands of those with out any problems. Dampen the leather and let it sit until firm mellow and bang under my clicker press ...presto -
I have one with the driven roller foot but I have had plenty of other machines with roller feet that are not driven as well and at the end of the day I believe that it does not make much difference. Because the driven roller foot cant spin backwards sometimes seems to hamper going around tight curves but not much of a problem. I used to get pissed off about missed stitches on it at times but later found out that the minimum needle size is 18 and I until then had been using mostly 16. Now missed stitching is rare. I use this machine for stitching my dress belts mostly but it gets used for stitching in zips into our circular coin purses which you can see in this video I made ages ago.
-
Press Plate Embossing Plate Maker?
RockyAussie replied to whitakermk's topic in Leatherwork Conversation
OK well I am over in OZ and that makes it hard but I have made a few of these stamps for myself in the past using a high impact casting epoxy.https://www.itwpf.com.au/epirez/epoxy-casting-compound-8837/ You will need to get some mould release spray as well. After sealing the leather well you build a dam around the part you want cast with timber strips or leather tacked down then give it plenty of coats of the mould release. After that you get a piece of steel big enough to cover the size at least 1/4" thick and say up 3/8" if its 6" square and thicker if bigger still. You pour in the mix making sure to not get any bubbles then place the metal piece on top and let it set. The heat will possibly remove the seal coat some and you will need to carefully peel the leather out of the back but it should do the job you want in the end. -
Sorry I am not familiar with the Organ brand needles and numbers. The 180/24 indicates how thick the needle is but the numbers above refer to the system type. I think the ones above made not be leather points either. If the needle comes to only a sharp point then it would be for fabric use. A leather point needle in the Schmetz that I use are LR needles which looks like this when it cuts into the leather \. If the Organ needles are the same length and the holes and scarf are all looking the same as the other Schmetz needles you have then I would say to give them a try. IF they are shorter or worse longer do not even try them.
-
Very true and not all leathers will bend the same either due sometimes from what part of the hide it is cut from and a whole lot of other things. One rule I almost always do is to cut myself a strip about 3/4" to an inch wide from the same leather and place it over the curves and trim to size. That gives me a ruler measurement to go from then which I normally just put into my cad program to finish the rest of the design.
-
It would be better with a NM 180 or 200 leather point needle.
-
Press Plate Embossing Plate Maker?
RockyAussie replied to whitakermk's topic in Leatherwork Conversation
How large are they and what press or equipment do you have for doing the job? A couple of pictures and the type of details you want would help as well. If it is simple then converting a picture into a black and white line drawing and then getting a magnesium plate made may be the way to go but if you need higher detail the casting with a high impact casting epoxy may be required. If tat is the case then it is best if the original carving is done extra deeply to get a better impression when you use the stamp. The bigger the stamp means that you need to be able to have a press that can handle the extra pressure involved. -
As the knot is pulled in on some places I would suspect that you have a badly wound bobbin with tight spots or a bobbin that is catching inside the case somewhere. Other than that you may resting your foot down occasionally on the foot lifter that also loosens the top thread tension.
-
What @Stetson912 said is correct but I will add that you need to come out from the corner edge, the thickness of the product (normally between 1 or 2mm). I do this by resting a straight skiving knife against the corner holding it on a 45 degree angle or a little more. The thicker the piece then the distance out is wider and if thinner its less. I would get some cardboard squares and glue onto some leather bits and practice the technique until it works every time on a few thicknesses. With practice you can get a rounded corner using the same technique as shown in this pic below.
-
What @Trox said is correct. To add to that when I cut fabric I very often tripoli polish around the outer edge of the knife before starting a run. Also using a fabric that does not fray along the edge helps as well. I get in a special fabric from Tabru in Italy that does this job very well. Cutting through multiple pieces can help as well. If your board is getting too rough try putting some stiff paper under the fabric first.
-
Something I do just may help. I have taken out the roller foot in this guide and replaced it with a bit of flat bar. With this I can angle the back part of the guide in (to the left) a little more than the front and this to some degree allows the leather to push into the guide and it is possible to almost go hands free as it keeps it pushed into the guide as you stitch along. Also this helps to not have the leather compress into the guide and let the needle then go further in then you want. This picture shows one of the guides-

-
To me taint what it looks like its what you can do with it that counts. Well done.

